


Share
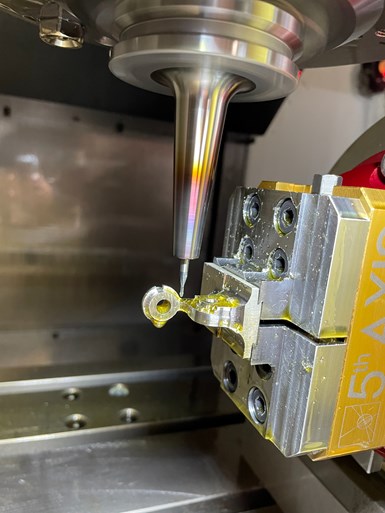
This part has proven to be a challenge because SDP/SI’s customer requested it be machined from billet instead of a near-net-shape forging. It’s one of many the company is meeting head-on as a means to become more capable and profitable.
Machine shops and manufacturers face some challenges that are unique to their specific operations and others that are common pain points industrywide.
During a recent visit, those at Stock Drive Products/Sterling Instrument (SDP/SI) showed me an example of the former which is highlighted in the photo to the left. It’s an aircraft turbine engine part that is machined from a billet of high-nickel, high-chromium Stellite 16 in which, at least at that time, a small-diameter end mill consistently broke before it could complete one particular feature. (More about that in a bit.)
Featured Content



An example of the latter is the challenge growing a business with a limited source of skilled labor, which is particularly problematic in the company’s location of Hicksville, New York. That area of Long Island has a large concentration of financial and service firms, but not much in the way of manufacturing or technology.
These and other issues have spurred the company to commit to reinvesting in new machine tool technology, equipment that continues to improve in terms of speed and accuracy. It also is trying to perform as many operations as possible inside a machine’s workzone with the goal of eliminating second-op work and manual deburring. Automating various processes plays a key role in these efforts as well.
But even before all that, SDP/SI made a significant investment in improving overall communication between personnel on the Stock Drive Products side and those supporting Sterling Instrument by way of a new 96,000-square-foot facility. Completed in 2017, the facility has led to more effective interaction between all employees and sharing of ideas to make the entire operation more efficient and profitable.
First, Break Silos
Many know SDP/SI, a Designatronics division that launched in 1950, as a manufacturer of precision gears, gear assemblies and related components for a wide range of motion control applications. Its number of mechanical components and assemblies offered as standard items has grown to 88,000. But the company also performs contract machining and manufacturing. In fact, that currently represents 50% of its sales in large part serving customers in the medical and aerospace industries.

Designatronics’ President and CEO Robert Kufner says a new facility consolidating disparate company divisions and focus on integrating new technology has been vital to the continued success of both the standard products produced there as well as its contract manufacturing services.
Robert Kufner became Designatronics’ company president and CEO in 2013. He notes that prior to building the new facility, SDP/SI and other Designatronics divisions (Quality Bearings and Components, and QTC Metric Gears) functioned as separate businesses. “Picture one long building with a wall down the middle,” Kufner describes. “Although there are similarities between SDP and SI, and both were feeding products to the same catalog, there was no communication between them and no resources were shared. They were operational silos.”
This is no longer the case with the new building, even with SDP functioning as a union shop and SI as an open shop. “With the new facility, we were finally able to literally and metaphorically break down the wall between the two entities,” Kufner says. “This did require a good bit of training to facilitate communication between all parties and teach them how to engage with and rely on each other. It also meant we had to trim away some managers who were not helping establish our open culture or on board with our new mission and vision. That’s simply the reality of any type of drastic change like this.”
Although this might be the company’s most profound recent change, a series of other initiatives within those new walls has enabled the company to meet various other manufacturing challenges. Examples I learned about during my visit include:
Reinvesting in new technology. Kufner says Designatronics is a $45 million per year business that annually reinvests $1 to $1.5 million in new machining and manufacturing technology. He notes it is a different approach to keeping typically slower legacy machines that require a good deal of routine maintenance as well as a maintenance staff to support those efforts. “We’re continually replacing our poorest performing equipment with new models that are faster and more accurate, which aligns with our goal to become more profitable despite having fewer shopfloor employees than in years past.”

This twin-spindle/twin-turret machine is SDP/SI’s most recent multifunction machine purchased with the goal of eliminating the need for second-op equipment. Note the abrasive brush which performs in-machine deburring to eliminate manual deburring.
The latest example is a 9-axis Miyano BNE-65 MYY Series fixed headstock machine from Marubeni Citizen-Cincom, its second such machine. John Lowe, manufacturing manager for the Sterling Instrument side of SDP/SI, says these machines are good examples of the move toward multiple spindle equipment that, while more complex, offer a better way to machine parts complete without the need for second-op machines (and operators to run them). Both of the BNE-65 MYY12-station upper and lower turrets feature tool probing capability and Y-axis motion. Their three-zone simultaneous machining capability means three tools can be cutting at the same time, essentially providing a two-turret machine with three-turret functionality.
While they can take longer to set up, the speed at which parts can be completed justifies it. The same can be said for the company’s various Swiss-type lathes.
Doing more inside the machine tool. The allure of machines with multiple spindles and turrets, and backworking capability is they offer the chance to machine parts complete. However, if a part comes off such equipment still requiring manual deburring, was it actually machined complete?
SDP/SI aims to perform edge breaks with cutting tools and deburring often using brush deburring tools from Weiler Corp. With deburring, the goal is to remove the burr without degrading the part feature to which it’s attached. With twin spindle/twin turret machines, deburring can happen on the subspindle while machining is carried out on the main spindle. And, because these deburring tools wear just as a cutting tool would, the part program compensates for wear by moving the brush closer to a part 0.0001 inch after each part.
In some cases, though, it isn’t always possible to 100% deburr a part. One example is the company’s Fariloc fastener for rotating components designed with a hub that replaces set screws and clamps. Rotating components can be repositioned with a single hex key adjustment and there is no marring to shafts.
Two grooves sawn in these fasteners at different angles provide the “hinge” effect to make clamping possible. However, it is not possible to reach into those grooves inside the machine to remove the burrs that are created. To eliminate manual deburring, SDP/SI has recently designed prototypes of an automated deburring machine using abrasive disks to access and remove those hidden burrs. An industrial-grade machine is being manufactured that will reduce deburring time from 3 minutes when done manually to 30 seconds unattended.

As the company strives toward lights-out machining, it has found that shorter magazine bar feeders enable long stretches of unattended machining, while indexable parts collectors automatically accumulate completed parts.
Automating in multiple ways. In addition to the automated deburring machine for the Fariloc fasteners, SDP/SI recently purchased its first robot, a collaborative model from Universal Robots. It currently tends a VMC, but Sue Anderson, vice president of operations, says the plan is to move the cobot around the shop floor to perform other duties. She notes the company is cutting its teeth on this first cobot with an eye toward adding more at some point.
The shop has also taken a different approach to bar feeders, a staple of automation for turning centers. It is moving away from 12-foot single-barrel bar feeders to shorter, 4-foot magazine bar feeders from LNS America — nine in the last three years — which enable long stretches of unattended machining while taking up less floor space. Many lathes also use Rota-Rack units from Royal Products to collect parts once they’re completed.
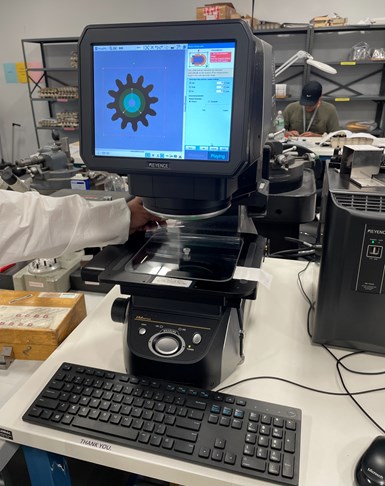
Two vision systems, one on the shop floor and one in the quality lab, as shown here, enable automated part measurement to speed and simplify inspection processes.
Part inspection is also becoming automated with the addition of two Keyence vision systems, one in the quality lab and one on the shop floor. Anderson says placing one on the shop floor eliminates the need for operators to take parts to the quality lab for measurement. Plus, she notes that because the parts the company machines typically are small, it’s often possible to place multiple parts on a vision system to measure all at once. This is important because, in some cases, customers want 100% inspection for a given job.
Leaning on equipment suppliers. Recall the Stellite 16 turbine engine part previously mentioned that has been particularly problematic for SDP/SI. At one time, the customer delivered a near-net-shape forging that did not present significant machining issues. Recently, though, the customer has required the part to be machined from billet.
To do that, the company uses its DMG MORI DuraVertical 5100 five-axis machine with a dovetail fixturing unit from 5th Axis to provide abundant access around the part for the tool and spindle.

Here is one of two automated prototype machines designed to reach the burrs in the bottom of the two grooves that create the hinge action for the Fariloc fasteners. An industrial version is being manufactured. The company produced some of the components for the prototypes on its polymer 3D printer.
But, tooling has become an issue with this new scenario, not for all features, but for a few. One Lowe mentioned is a profile that requires an end mill no larger than 0.04-inch in diameter. At the time of my visit, the shop had yet to find an appropriately sized end mill that will survive the cut to complete the profile. This has the company seeking help from expert cutting tool companies, one suggesting that a PCD tool commonly used for die/mold applications might provide a more acceptable tool life.
To that point, Lowe suggests that, in some cases, the advice a shop gets from an equipment manufacturer or supplier might seem counterintuitive (such as using a workholding approach that holds the Stellite 16 blanks on a mere 0.06-inch dovetail profile). However, it’s important to seek out those with the machining expertise and consider their advice. Testing and learning something new for one project might then propagate through the company to solves other issues so long as shopfloor communication is open.
Continually researching new technology. This might sound a bit self-serving, but I didn’t broach the topic during my visit. Lowe says he valued attending last September’s International Manufacturing Technology Show (IMTS) on his search for tooling to help with that pesky Stellite 16 part as well as other solutions.
But he also mentioned how he and others there value media such as Production Machining as a mechanism of discovering new technology. He receives the magazine, and commonly hands the copy to others to peruse. In fact, he asked how to get others in the shop to receive the print version. I obliged. And, if someone working in your machining business might also benefit from receiving our magazine, visit productionmachining.com/sub and have him or her complete the form. Perhaps they’ll discover something to help you with a unique or shared challenge. And, maybe, we might then profile your successes in Production Machining, too.
RELATED CONTENT
-
Video: Why a Production Machine Shop Started a Baseball Bat Company
A 153-year-old manufacturer of precision, metal pins recently started a side business creating custom wooden baseball bats. The reasoning behind establishing this new company is intriguing, as is how it has helped create a stronger bond with the local community.
-
Mazak’s Virtual Campus Tour and New Equipment Now Available
Mazak Corp.’s new virtual campus tour teaches visitors about the company’s offerings and its manufacturing processes without leaving their desks. Also, get a sneak peek at the company’s latest machine tool offerings here.
-
Will Transmission Manufacturers Turn to Out-Of-Round Turning?
Out-of-round turning can be an efficient alternative to profile milling and grinding for polygon couplings that could replace traditional spline connections in automotive transmissions.
