

Share

AMRC engineers Joe Thickett and Emma Parkin show off their micromachined portraits of the queen. (Photo credits: Starrag.)
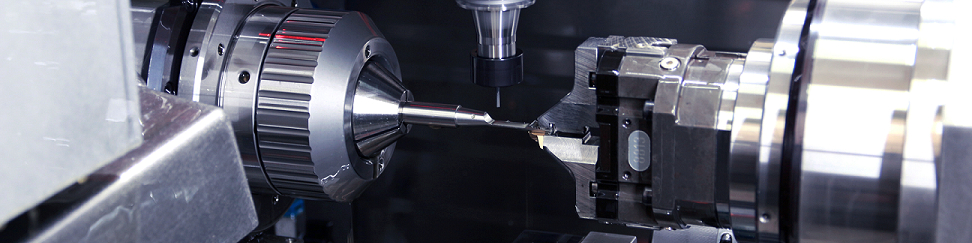
When two University of Sheffield (England) engineers wanted to show off the micromachining capabilities of the Starrag Bumotec mill-turn machining center, they chose a unique project that would not only impress precision machine tool operators but anyone who appreciates art.
Engineers Emma Parkin and Joe Thickett at the university’s Advanced Manufacturing Research Center (AMRC) used the Bumotec machining center to reproduce a series of tiny portraits of Queen Elizabeth II, down to only 1.4 mm wide, onto brass. The intricate detail of the queen’s head can only be seen through a powerful microscope.
Featured Content



“We chose the queen’s portrait because we wanted to do something similar to a coin, since it is relatable,” Parkin says. “People generally know the size of a coin, so to be able to scale it down in size yet still keep the queen’s face on it means there is a ‘wow’ factor.”
The miniature artwork was created to demonstrate the AMRC Machining Group’s industry knowledge of micromachining to help UK firms win business. “We wanted to show our partners and the industry what is achievable; that we can work to an accuracy of 0.001 mm on workpieces as small as 1.5 mm and maintain detail.”

Four highly detailed Queen’s heads — having diameters of 11.2 mm, 7 mm, 2.8 mm and 1.4 mm — were produced by the Bumotec s191 on a single circular piece of 25-mm diameter brass.
The Bumotec s191H turn-mill is one of eight Starrag machines at the AMRC. It was used by the engineers to produce four queen’s heads with diameters of 11.2 mm, 7 mm, 2.8 mm and 1.4 mm on a single circular piece of 25-mm-diameter brass.
They used Sandvik micro end mills to achieve the basic shape of the design before switching to tiny ballnose cutters. The smallest was only 0.2-mm diameter for the detailed contouring.
The Bumotec machining center with 65-mm bar capacity, bar feed system and high-pressure (3-hp) coolant can achieve highly accurate (to +/- 2.5 microns) machining solutions within its X, Y and Z axes, ranging from 410 mm, 200 mm and 400 mm, respectively, courtesy of linear drives and high-level thermal stability.

To get a picture of the queen’s face, AMRC engineers scanned a real coin using a 3D microscope that’s normally reserved for detecting surface roughness. It took a series of pictures that were layered to create a 3D image.
The machine’s main spindle is complemented by a subspindle that can turn in both horizontal and vertical planes, for multitasking processes. Tool magazine options extend to up to 90 pockets on a machine that has rapid traverse rates of 50 m/min and a 30,000- (or 40,000-) rpm spindle speed that also contributes to its fast cycle times.
Complementary to the machine capabilities, Parkin drew on the expertise within the AMRC to create the micromachined portraits.
“To get a picture of the queen’s face, we scanned a real coin using a 3D microscope that’s normally reserved for detecting surface roughness. It took a series of pictures that were layered up to create a 3D image. Then that image was turned into an STL file format, which was then uploaded into Siemens NX 12 CAD for the generation of the machining program.”
She adds, “We started cutting at 4-mm depths to remove the bulk material, then went down in size, and when we got to the finishing operations, we were doing micron ‘step overs’.”
Parkin is hoping the coin replica project will lead to further micromachining R&D and commercial projects for the AMRC, which is part of the High Value Manufacturing Catapult. Catapult provides access to R&D facilities and expertise that would otherwise be out of reach for many businesses in the UK.
Starrag USA | 859-534-5201 | starrag.com/en-us
RELATED CONTENT
-
Turning to an Adhesive for Lathe Workholding
Adhesive cured by ultraviolet light is an option for securing parts for machining that could otherwise distort when traditional, mechanical clamping techniques are used.
-
Get 5-Axis Machining on a 3-Axis VMC
Machine shops want and need to eliminate steps in the manufacturing process. Adding four- or five-axis capability to an existing three-axis VMC is a practical way to achieve five-sided machining using a single setup.
-
Dressing Technique for Truing Up Diamond Grinding Wheels
This tapered diamond grinding wheel dressing technique, which takes place inside the machine, is used in production of high-precision profile inserts.
