Tips for Choosing the Right Toolholder for High-Speed Machining
Here is some advice for shops hoping to maximize their efficiency performing high-speed milling operations.
#techbrief


Lyndex-Nikken Collets Enable Accurate Small-Diameter Cutting
The MMC Mini-Mini collet chuck is well suited for high-speed machining applications where clearance is needed, such as die mold, aerospace and medical parts.

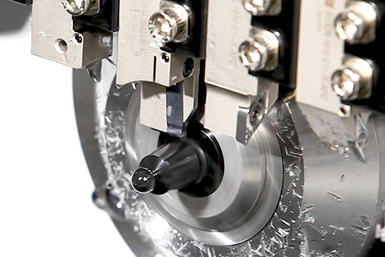
Horn Toolholder Features Multiple Coolant Connections
The 224 grooving system features internal coolant supply that is fed directly to the insert via the clamping finger or directly to the flank face via a hole.

Monaghan Compensation Chucks Convert Standard ER Holders
Diatool ER Hydraulic Compensation Chucks enable users to convert standard ER holders to a repeatable, steerable hydraulic chuck for more precise machining.