


Share
When additive manufacturing (AM) is applied in a precision turned parts machine shop it has been most commonly used to create tooling, fixtures and prototypes with polymer materials. These shops have realized that 3D printers can produce these items faster, easier and cheaper than traditional subtractive methods.
Beyond these benefits, though, are other advantages to implementing AM that have not yet been discovered by many CNC machine shops. Fully comprehending the scope of AM — which involves understanding the processes that might be advantageous for a machining application, including using metal 3D printing — can lead to creating more efficient operations. Also, additive and subtractive machining don’t have to be separated on the shop floor; instead they can work together to create the most efficient manufacturing.
Featured Content



By implementing AM, not only can it be possible to produce parts that are difficult to achieve using traditional CNC machining but it can enable more avenues to creativity. Experimenting with a 3D printer gives engineers opportunities to learn about part complexity and design parts that contain internal channels, for example.
To provide a thorough description and information about how each of the following seven 3D printing methods can be integrated effectively in a machine shop, I spoke with Stephanie Hendrixson, executive editor of Additive Manufacturing, a sister brand of Production Machining. Hendrixson also designated dollar signs for each method which indicates the average price range.
Powder Bed Fusion
$$-$$$$
One of the most common 3D printing techniques, Powder Bed Fusion (PBF), joins powdered material point by point using an energy source, typically a laser beam or an electron beam. PBF is possible with both metals and polymers, although not all materials are compatible. Different types of PBF include selective laser sintering (for polymer powders), laser powder bed fusion (such as selective laser sintering but for metals), and electron beam melting (for metals).
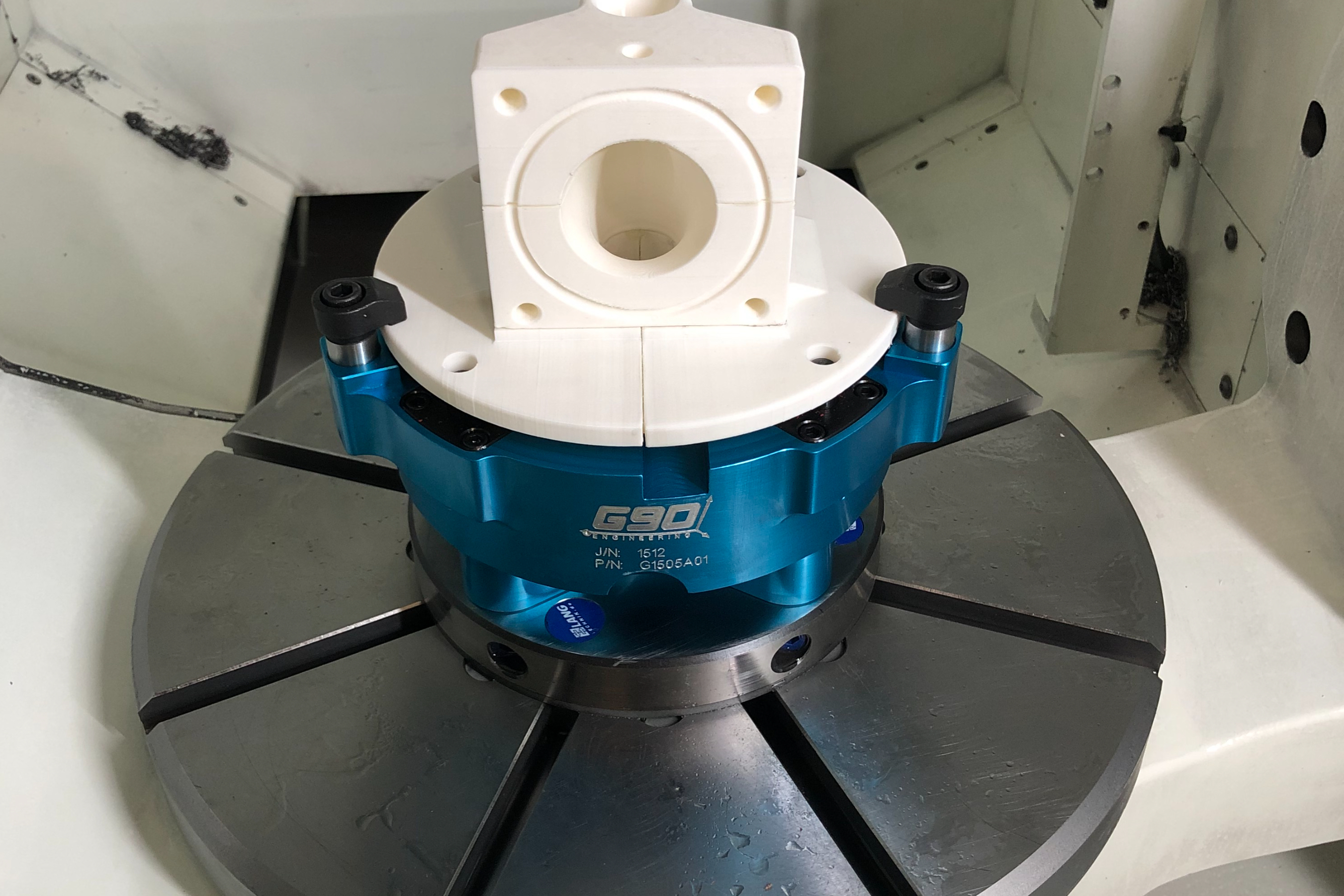
(Everything pictured in this article is an FFF/extrusion print.) G90 Engineering (Cincinnati, Ohio), which builds turnkey manufacturing/machining solutions, believes program verification is one of the most advantageous uses of 3D printed parts. The company uses a FlashForge CreatorPro2 filament 3D printer. While Vericut is a highly regarded and recommended software to detect collisions in programs, some customers like that added layer of safety — especially on high-value parts, says CNC programmer, Kirk Phelps. The company recently worked with a customer that was machining castings supplied by its customer. So, the company 3D printed a casting to evaluate its tool paths and fixturing prior to machining the real casting. Pictured is the five-axis turnkey casting completed with a 3D printed test part. “This part was made in multiple sections, due to the limited work envelope of the machine,” Phelps says. “We’re definitely looking toward expanding that capability to different materials and increased sizes.” Photo Credit: G90 Engineering
Stephanie Hendrixson (SH): 3D printing with metal powder can be a major commitment. Along with the 3D printing equipment, shops should anticipate how they will safely handle, sieve and recycle loose powder and investigate the types of added safety measures that might be necessary (such as respirators for operators and ESD-safe flooring, for instance).
PBF offers perhaps the greatest geometric freedom of any AM process, which can be useful for making complex parts, tools or molds with conformal channels and things such as implants where a rough surface finish is desirable.
Most metal PBF parts will require some form of postprocessing. Therefore, this form of AM should not be thought of as a replacement for machining; instead, it is a path to a near-net shape part (maybe replacing a casting, forging or blank) that can help a manufacturer achieve the high-value machining work faster.
PBF equipment tends to be pricey, but today some lower cost options from suppliers such as Xact Metal and One Click Metal are available.
Binder Jetting
$$-$$$
Binder jetting uses a liquid binding agent deposited onto powdered metal or sand to create a part’s geometry. It can be used to print a variety of materials,

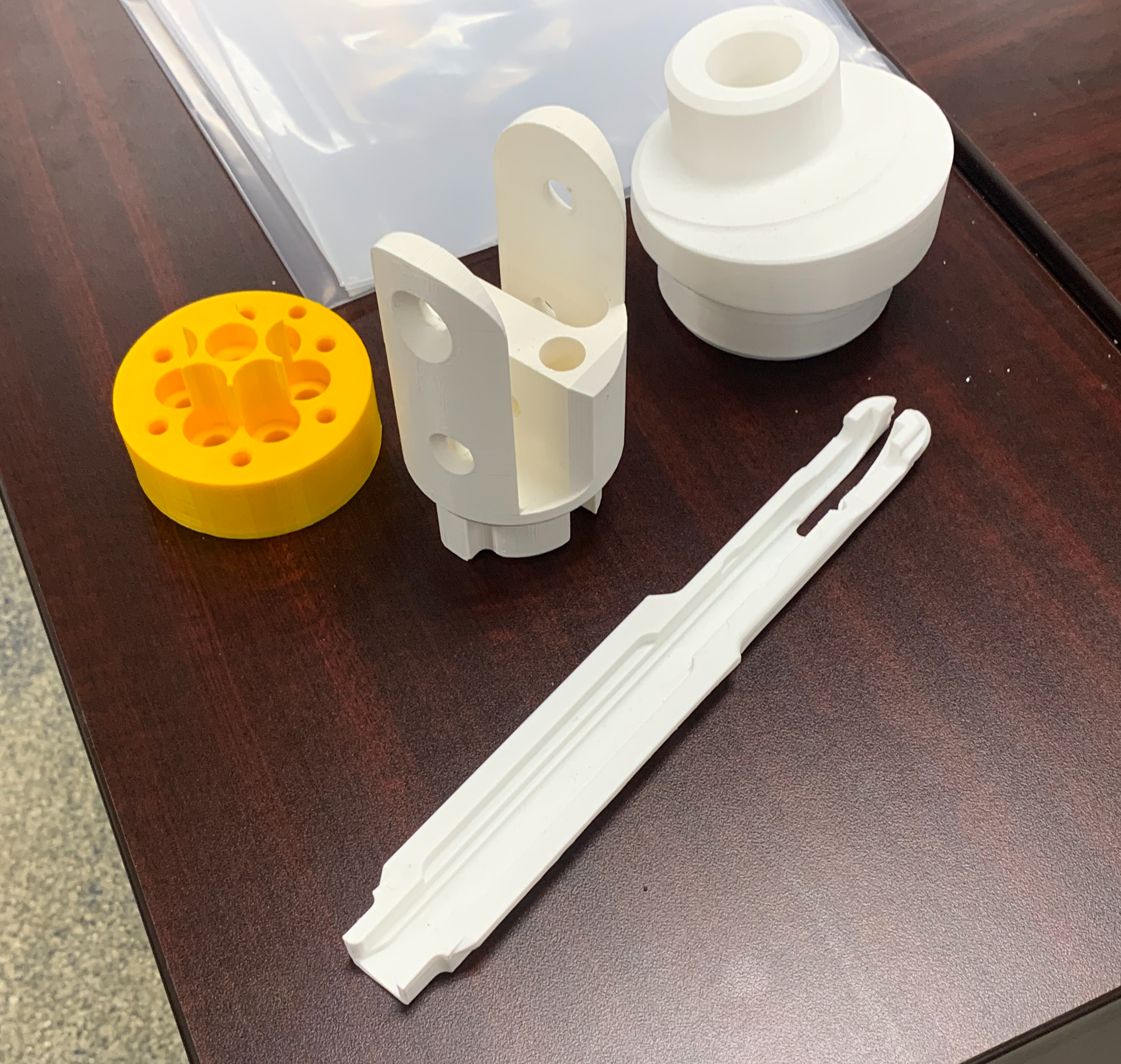
Motis (Stoney Creek, Ontario, Canada), a company that designs and manufactures hand tools for firefighters, uses 3D printed components throughout its production process, including fixtures and prototypes. The company has four 3D printers from Creatbot, Crealty, and Elegoo (FBM and resin printers). Paul Terpstra, co-founder of the company, says he has a passion for getting kids excited about manufacturing. “Every year I go to a local school and talk about manufacturing, bring in a 3D printer and have them assemble 3D printed parts,” he says. “This year I 3D printed toolholders, end mills, pull studs and a wrench so they can assemble the entire toolholder. I made a video in our shop showing how the toolholder works in real life.” He added the students had a blast. Photo Credit: Motis
including metals, sands and ceramics. Binder jetting machines offer larger build volumes than many powder-bed 3D printing technologies and make it possible to stack multiple layers of parts on top of each other in the build box. The technology is also accurate and repeatable, making it suitable for serial production of small, precise parts.
SH: Binder jetting has some of the same powder handling challenges as PBF but separates the sintering step from the printing step. “Green” parts leave the printer to be sintered in a furnace, freeing the printer up to keep building more parts. The furnace that binder jetting requires could be equipment that a shop owns itself or parts could be packed and shipped to a service provider for the sintering step.
A variety of options are available from suppliers, including Desktop Metal, Digital Metal (part of MarkForged), GE Additive and HP. The process is currently being used to make parts ranging from golf club heads to jewelry to industrial filters to automotive powertrain components, and even cutting tools.

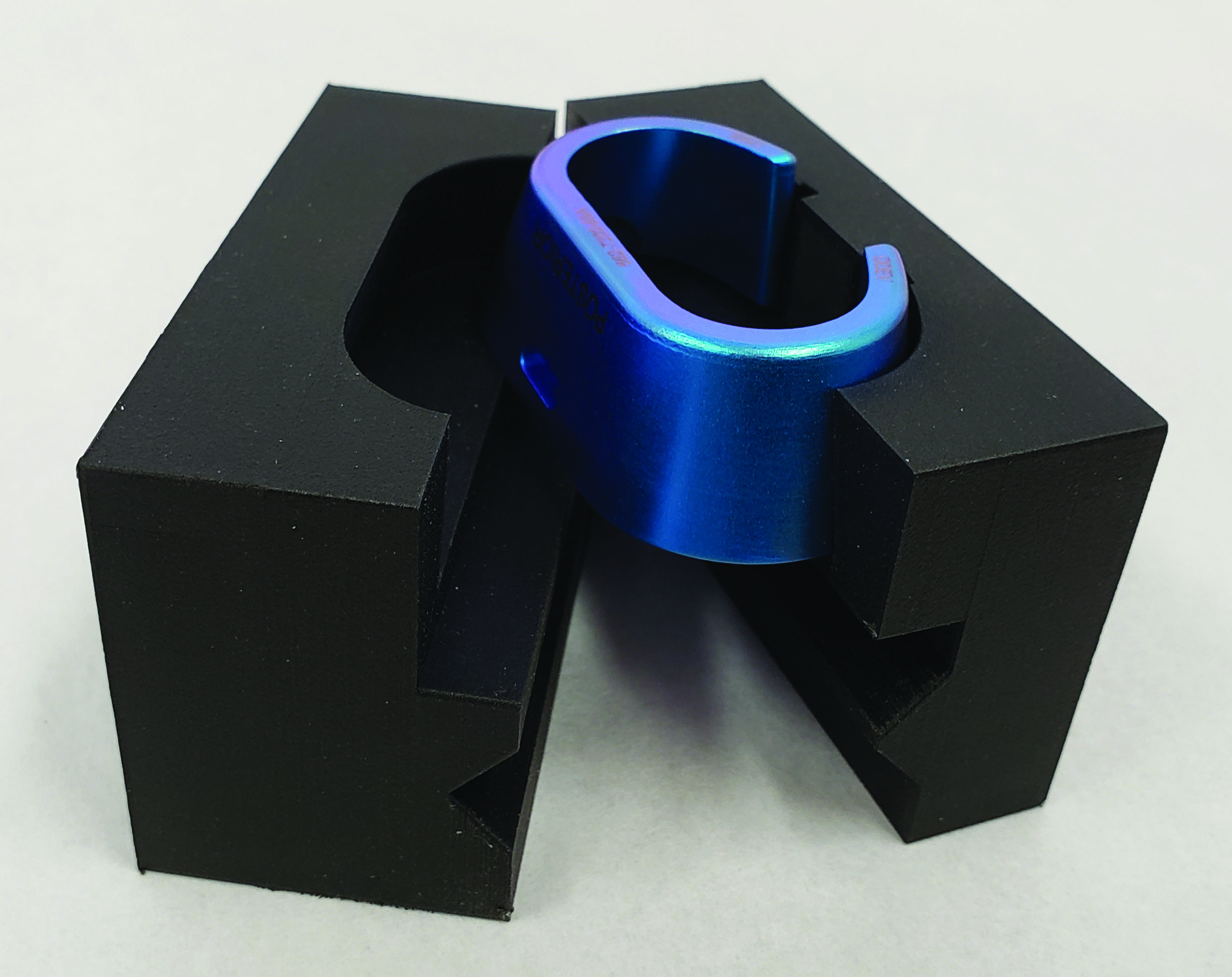
Motis used one of its in-house 3D printers to create the fixture for this aluminum, powder-coated hand tool for firefighters. The fixture is mounted in the company’s laser marking machine to laser mark firefighters’ names or department names on the tools. Photo Credit: Motis
Some companies use binder jetting exclusively for production, but others pair it with metal injection molding (MIM), where binder jetting can provide a way of performing “bridge production” — in other words, producing small initial runs of metal parts before cutting a tool for MIM.
Material Jetting
$$-$$$
Material jetting builds 3D geometries by precisely depositing droplets of material; it is the 3D printing process most like inkjet printing. This fast method of AM does not require additional curing or thermal postprocessing and results in a great surface finish. Although dimensional accuracy is good, even when printing large parts, parts are relatively weak as they tend to be brittle.
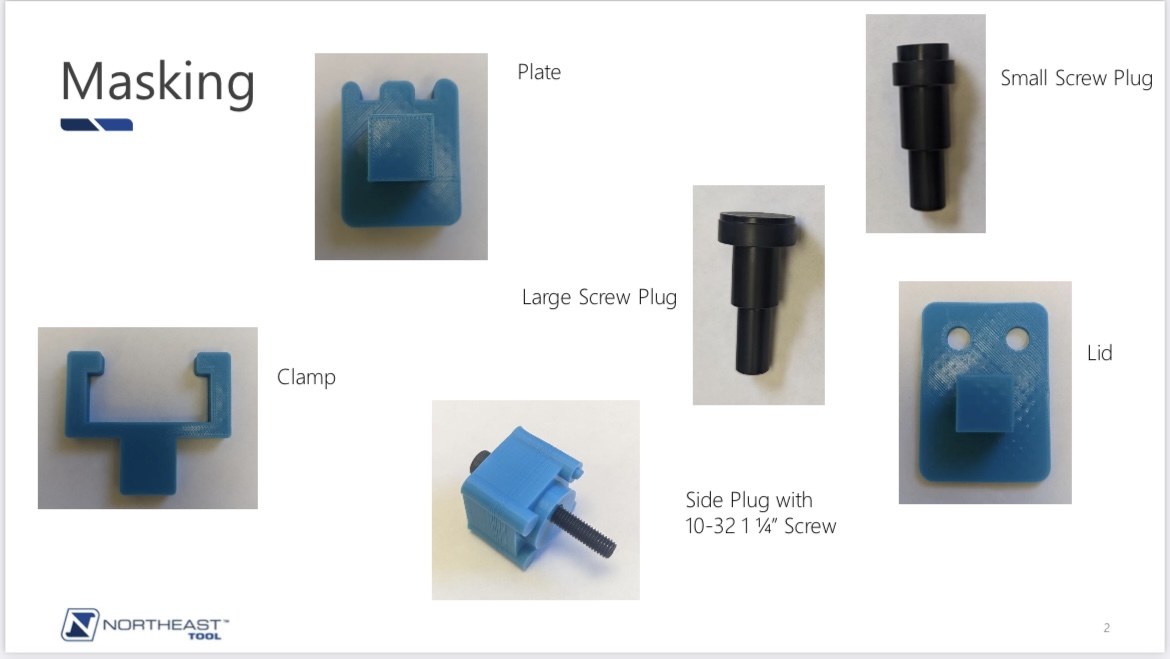
Northeast Tool & Manufacturing (Matthews, North Carolina) often uses its UltiMaker 3D printer – which uses fused filament fabrication (FFF) technology – to create CMM fixturing, masking, end of arm tooling for gantry robots, and so on. The shop’s engineers and machinists love to see a 3D print of the finished part before working to develop a machining process. It helps to shorten the development cycle and can make parts faster than traditional subtractive manufacturing. Here are some examples. Photo Credit: Northeast Tool & Manufacturing
SH: However, material jetting is probably most well known for being able to deliver full-color polymer prints such as surgical models, so it can be a valuable tool for the shop that does a lot of prototyping dependent on aesthetics. But the advance of more durable materials has led to newer material jetting systems intended for production of end-use parts. See for instance Inkbit's high-throughput solution for producing many polymer parts at once and Xjet's slurry-based technology that builds “green” metal and ceramic parts through jetting. (Similar to binder jetting, the Xjet parts also require sintering afterward.)
Material jetting in more industrial forms like this can help a shop produce small or initial runs of parts, perhaps before tooling up to make them through a conventional process; they can even make it possible to work with materials such as ceramics which is challenging to machine.
Material Extrusion
$-$$$
Material extrusion applies material (typically polymer filament or pellets) to build up a geometry by extruding it through a nozzle or orifice.

This 3D printed modular storage system at Superior Metal Products (Omaha, Nebraska) with trays and a common workstation racking concept is used to hold various inspection gages. Gage pins, thread gages, part-specific inspection devices and so on are kitted by quality control personnel and sent to the shop floor as part of job setup/release for production. The shop’s 3D plastic printer, a Lulzbot TAZ-6 desktop model, was purchased in late 2017. Shop management says 3D printing is a nice option for one-offs or low-volume pieces that can safely and reliably function when made from printable materials. To learn more about how this shop uses 3D printing, visit 3D Printing Creates a Window of Automation Opportunity. Photo Credit: Superior Metal Products
SH: Material extrusion is probably the most common type of 3D printing in machine shops today. Desktop fused filament fabrication (FFF) 3D printers are affordable and fairly easy to use, which has made them popular for prototyping as well as fast creation of organizational tools, jigs, CMM fixtures, workholding solutions, robot accessories and much more.
Larger format FFF printers can offer build areas of several feet or more for exceptionally large builds — even big enough to stand in. In selecting an extrusion-style printer, consider the size as well as the types of materials most likely to be used. For low-cost PLA or ABS, most desktop machines will be sufficient. But for PEEK, PEKK, Ultem and fiber-reinforced materials, a heated bed, enclosed chamber, special nozzles or other specific equipment might be necessary.
Although FFF is generally associated with polymer and composites, there are now a number of printers capable of extruding polymer carrying metal or ceramic powder, essentially producing a green part similarly to those seen in binder jetting. Users can sinter the parts themselves or send them to a service provider for this step.
Metal FFF can be a highly effective and affordable way to get into 3D printing of steels, nickel alloys and a few other sinterable materials, without the safety concerns of dealing with powdered metals.
Vat Photopolymerization
$-$$$
As the oldest form of 3D printing, vat photopolymerization uses a light source to activate a photopolymer which hardens when hit by the right wavelength and intensity of light. It is also the one most associated with rapid prototyping — an image that is no longer entirely accurate.
This fiberglass-reinforced plastic fixture MoManTech (Sheridan, Montana) 3D printed is used to hold a five-axis, swarf-machined part. The shop has two 3D printers from Markforged, one unit that prints plastic and another that prints metal. These printers use the fused-filament fabrication (FFF) process. The Onyx base material from Markforged — nylon mixed with chopped carbon fiber — is said to be 1.4 times stronger than ABS. Plus, the shop can add layers of fiberglass, Kevlar or carbon fiber to achieve stronger properties, depending on the application. It is also possible to add metal-threaded inserts. To do this, the print job is stopped at the appropriate time, the insert is added and the print continues, encapsulating the insert into the object. To learn more about how this shop uses 3D printing, visit When a CNC Turn-Mill Doesn’t Turn. Photo Credit: MoManTech
SH: New, strong and durable materials are now available for this process that are suitable for applications as diverse as surgical tools, dentures, skateboard wheels, furniture alignment pins and electronics housings, in addition to machining aids. The technique can even be applied to 3D print slurries, including ceramic and metal powders, again to produce green forms for sintering (see printers from Lithoz, Admatec, Incus and others dedicated to this style of printing).
Photopolymerization has the advantage of a mostly smooth surface finish, which can be attractive for aesthetics in prototyping and end-use parts as well as providing precision and nonmarring surfaces for tooling.
Look to vat photopolymerization as a possible alternative to FFF for tooling, prototypes and fine end-use polymer parts.
Directed Energy Deposition
$$$-$$$$
SH: Directed energy deposition (DED) can refer to processes that use either metal wire or powder as feedstock and either a laser or electron beam as the energy source to apply that material. DED systems can be self-contained machines, heads mounted to robotic arms or, increasingly, 3D printing attachments to convert existing machine tools into hybrid machines.
DED is being used in applications such as aircraft blade repair, cladding of oil and gas parts, rocket nozzles and more. Of all the metal 3D printing processes, DED can build the largest parts in the shortest amount of time. The surface finish from DED is likely to be rougher than that of other processes

This 3D-printed stainless steel robot gripper is used to automatically load a gear hobbing machine so it can perform a gear chamfering operation. Eaton Corp.’s Industrial Sector, Vehicle Group, saw a 90% cost savings by using Desktop Metal’s Studio System compared to using traditional subtractive machining to create this gripper. With the ability to quickly print a variety of tooling and fixtures — from a complex set of pneumatic jaws used in a gear chamfering process to relatively simple press tools — engineers were able to cut the lead time for tooling by more than 60%. Lead times went from three to four weeks to only five to 10 days. The Studio System is a metal 3D printing system designed for an office space that includes three separate pieces of equipment: the printer, debinder and furnace. The parts Eaton has printed using Studio System fall into four categories: gripping, components, testing fixtures, and tooling and replacement parts. To learn more about how Eaton uses 3D printing, visit How Eaton Uses 3D Metal Printing. Photo Credit: Eaton Corp.
which may require additional postprocessing. Directed energy deposition is best used as a means of achieving a metal casting- or forging-like piece quickly; for adding features onto blanks; and for repair and cladding applications.
Hybrid
$$-$$$$
SH: Hybrid manufacturing combines additive manufacturing with conventional subtractive technologies. A CNC machine tool could be equipped with a wire-fed DED head, for example, enabling the same machine to both add material and cut it away.
Hybrid machines can be standalone units (see options from DMG MORI, Matsuura, Mazak and other well-known machine tool brands), or created by adding a 3D printing head to a machine tool already on the shop floor. Hybrid Manufacturing Technologies and Meltio both offer heads like this. At the most recent IMTS, Phillips displayed a Haas machine tool equipped with the latter’s directed energy deposition head.
Hybrid is an excellent choice for repair applications. Imagine cutting away the damaged part of a mold tool or a turbine blade, building back material additively and finish machining the part all on the same machine. But it is also useful as a way of improving parts by cladding or adding features, and for reducing material waste (think: adding a flange, boss or other feature onto a blank to avoid starting with a larger block of material).
Curious About Additive?
Additive Manufacturing has a microsite dedicated to the basics of this transformative technology. Find it at gbm.media/AM101.
Swiss Precision Machining (Wheeling, Illinois) uses an UltiMaker 3D printer to create inspection fixtures and large prototypes for inspection training and engineering. Photo Credit: PM
RELATED CONTENT
-
Contest Seeks Innovative End-Use 3D Printed Parts
The Cool Parts Showcase is looking for 3D printed components that are currently in use or show promise as future solutions.
-
How Eaton Uses Metal 3D Printing
With the ability to address customer needs faster and iterate parts quickly, this metal 3D printing system is now standard within the workflow for both the engineering and toolroom teams.
-
CNC Machine Shop Employment Positions to Consider Beyond Machine Operators
Many machine shops have open machine operator positions to fill. But does it make sense for shops to also seek automation engineers, IT managers and assembly personnel?
