
Dressing Technique for Truing Up Diamond Grinding Wheels
This tapered diamond grinding wheel dressing technique, which takes place inside the machine, is used in production of high-precision profile inserts.
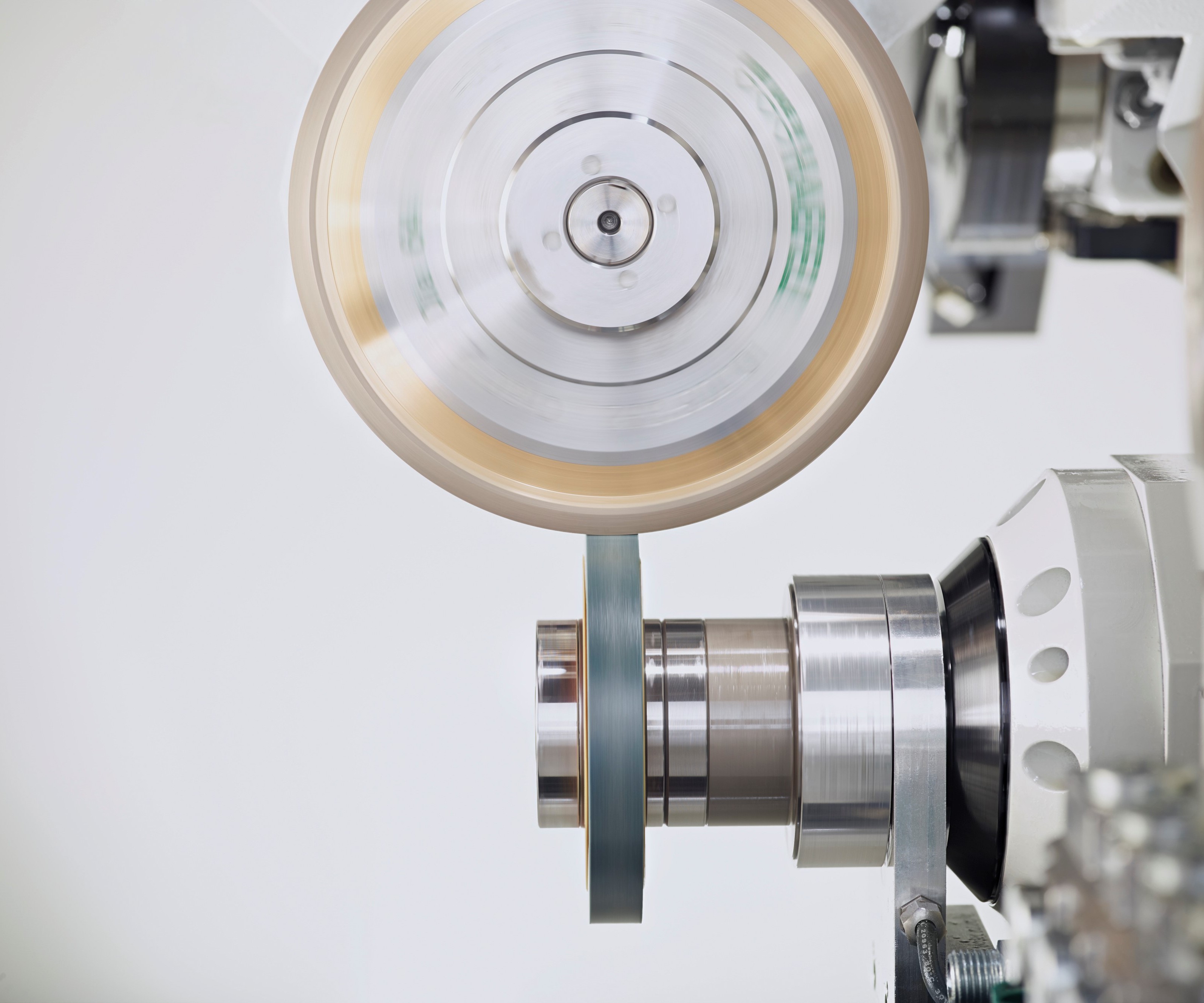
XING-dressing a tapered diamond grinding wheel, which is positioned at a 90-degree angle to the dresser wheel.

Machining a profile insert for machining on a Multigrind CU grinding machine.

It is not unusual for grinding wheels and dressing wheels to wear with use. Haas Multigrind LLC has encountered this issue with shops in several industries, including medical engineering, precision tool manufacturing, gear manufacturing, the aerospace industry, the energy industry, and particularly with those that manufacture profile inserts. To support their need for dimensional accuracy, these customers use Haas’ Multigrind CB, Multigrind CA, and Multigrind CU high-tech CNC grinding machines.
For carbide insert manufacturers, Haas uses diamond grinding wheels that must be dressed (a slight trimming process to bring a tool into correct geometric form) on a regular basis to ensure grinding results. If not dressed regularly, high rpm can cause grinding wheels to become misshapen, resulting in negative effects both on quality and productivity. Faced with the challenge of chasing geometry, 18 months ago Haas started developing a new dressing process called XING (short for “cross”) dressing.


The Truth about Truing Up
Each abrasive particle on a grinding wheel is a small cutting tool. “The XING dressing process is just one—although important—piece of the puzzle for producing high-precision, carbide inserts,” says David Drechsler, business development manager, North America at Haas Multigrind. “In order to grind carbide, we need to use a diamond abrasive wheel.”
Haas’ grinding machines often use the tapered or V-shaped diamond grinding wheel to machine profile inserts. These precise tapered diamond grinding wheels frequently feature an edge radius of a few hundredths of a millimeter and are correspondingly sensitive. “The geometry is very precise,” Mr. Drechsler says, “so we must produce and maintain a precise radius or precise geometry on that grinding wheel.”
When the edges of the grains of a grinding wheel (even one as hard as diamond) have been dulled, the grinding process can suffer. The grinding wheel does not cut as freely, thereby producing more heat in the grind zone. More important, the profile of the grinding wheel wears so that the geometry and precision of the workpiece suffers. Haas uses a silicon carbide or corundum wheel as the dressing tool for its tapered diamond grinding wheels.
This sharpening process, known as truing or dressing, returns a wheel to its original profile shape and performance characteristics by cleaning away clogged areas between the diamond grains and by restoring the original profile, or cross-sectional shape, on the wheel’s edge.
Dressing with Profile Accuracy
“Traditionally, a dressing wheel spindle axis is parallel to the grinding wheel spindle axis, and we interpolate the profile on the wheel,” Mr. Drechsler says. “But then the dressing wheel wears so it’s no longer the profile that we think it is. So what we’ve done is turned that dressing spindle 90 degrees, now perpendicular to the grinding spindle.”
This positioning of the dresser wheel axis at a 90-degree angle is the XING dressing technique. “For diamond wheel dressing, the dressing wheel still wears as much as or more than the grinding wheel, but now the dressing wheel is always a perfect radius,” Mr. Drechsler says. “So that eliminates one of the huge variables in that process.”
With the NC-controlled process, the profile of the grinding wheel can be generated with the circumference of the dresser wheel. This maintains a consistent contact surface and pressure between dresser wheel and grinding wheel. A lower pressure load and higher profile accuracy for the grinding wheel are other benefits of XING dressing.
Dressing without Unclamping and Re-Chucking
Like all other dressing techniques at Haas, XING dressing is also carried out inside the grinding machine, so there’s no need to unclamp and re-chuck the grinding wheel. This setup has a positive effect on dimensional accuracy, while the grinding wheel boasts better radial and axial runout, making it possible to generate better surfaces.
In current projects, the technique has been applied to profile grinding wheels, grinding pencils or quills, and grinding wheels with other grain types, as well as ceramic and hybrid-bonded grinding wheels. As a result, many different wheel contours can be dressed using the Multigrind grinding machines.
This level of flexibility is only possible, however, if the option for direct or indirect wheel probing is available. A noise sensing system is always required for setting up, optimizing and operating the dressing process. When it comes to V-shaped wheels with a 30-degree included angle, the wear is highly dependent on previous wheel damage, meaning the existing wear behavior needs to be measured and compensated for.
Customers Demand Quality and Efficiency
The regular and proper dressing of the grinding wheel is important to both reestablish a precise geometry and to create optimal grinding wheel topography. Customers demand this precision, surface quality and efficiency, and Haas responded by expanding the XING dressing technique for use in additional applications.
“In the cutting tool world, this is a really strong point for Haas,” Mr. Drechsler says. “There are a lot of people who make tool and cutter grinders, but we have a strength in the formed insert niche. So we’re continuing to develop and advance the technology required: the wheel, wheel dressing, programming, and workholding.”
Considering Haas’ CNC grinding machines can be found in manufacturing facilities all over the world and are used in almost every industry that processes metal, it is important to keep them in top form.
For more information from Haas Multigrind LLC, call 574-268-0053 or visit haas-schleifmaschinen.de/en/.








Related Content

ANCA Tool Grinder Provides Consistent Cutting Tool Production
PMTS 2025: The MX7 Ultra tool grinder is designed to provide micron-level precision, reducing tool runout and optimizing tool life.
Read More
Holding Aerospace Tolerances 24/7 in Central Wisconsin
Exceedingly challenging machining applications have a way of becoming achievable with the right team and equipment. Pointe Precision offers a case in point with its new automated fuel metering valve grinding and measurement cells.
Read More
Should You Bring Tool Regrinding In-House?
In some situations, the potentially high investment in an in-house tool grinding process can be justified with a relatively fast ROI. (Includes video.)
Read More
Precision Machining Technology Review: March 2025
Production Machining’s March 2025 technology showcase includes some of the latest technology from Allied Machine and Engineering, United Grinding, HCLSoftware, Sandvik Coromant and Sunnen Products Co.
Read MoreRead Next

How To (Better) Make a Micrometer
How does an inspection equipment manufacturer organize its factory floor? Join us as we explore the continuous improvement strategies and culture shifts The L.S. Starrett Co. is implementing across the over 500,000 square feet of its Athol, Massachusetts, headquarters.
Read More
Finding the Right Tools for a Turning Shop
Xcelicut is a startup shop that has grown thanks to the right machines, cutting tools, grants and other resources.
Read More