




Overall equipment effectiveness tracking (OEE) is a tool. Like other tools, shops can apply and benefit from them in different ways. Global Precision Parts Inc. (GPP) in Wabash, Indiana, and Mitotec Precision Inc. in Necedah, Wisconsin, are good examples of this.
For GPP, OEE has enabled the shop to better track shop uptime and paid labor utilization. As a result, the newly implemented system increased machine utilization by 10%, while its paid labor utilization averaged 100% or more. This improvement helped it generate more sales while reducing costs and improving its profit margin.



For Mitotec, OEE has enabled it to drastically reduce downtime to the extent it saved $1.4 million in only 11 months.

The Amper OEE tracking and manufacturing analytics system is as simple as hooking up a sensor to a machine’s power supply, which can easily be done by a maintenance manager. On a CNC machine, the sensor is placed on a spindle. The monitoring device’s algorithm is programmed to read the machine’s current draw so the system can report a machine’s operating status. Photo Credit: Amper
The enabling technology both shops applied is Amper, a manufacturing operations software with OEE tracking that is compatible with new CNC equipment and legacy machines alike.
OEE Example 1: Global Precision Parts
With customers becoming more demanding by the minute, most machine shops cannot get away with the excuse of “running out of time” when sending customers daily job reports. GPP was regularly finding itself in that uncomfortable position. Even more troubling — the data being recorded by the machine operators was inaccurate.
The company was using paper and time tickets to collect machine data and enter it manually into its ERP software. “Sometimes the data was entered in a timely manner, sometimes it wasn’t,” explains Michael Abbott, the company’s vice president. “A lot of times I would do the job myself just to get it done because I needed that information to send to our customers.”
As Abbott entered the data into the company software, he discovered that the data could be improved with some help.
The need for simplicity. GPP is a family-owned company that machines custom and standard parts at three manufacturing locations in Ottoville and East Liberty, Ohio, and in Wabash, Indiana. On its more than 155,000 square feet of space, the company houses a total of about 200 machines, including CNC, multi-spindle and rotary transfer machines. Its 161 employees serve customers in the plumbing, HVAC, automotive, aerospace, heavy truck, tube fabrication, hydraulic fitting and munitions industries.
Although GPP mostly operates CNC equipment, it continues to use its vintage screw machines (that were manufactured to make bullet casings in World War II) to complete certain jobs. But implementing new equipment to monitor uptime for antiquated machines such as these can be challenging, which is why it took GPP a while to find a tracking system that is simple and cost-effective enough for the company’s needs, according to Abbott.
“When we looked into getting software to monitor uptime, it was expensive, troublesome to put into the machine and had many requirements,” Abbott explains. “So, we passed on it.”
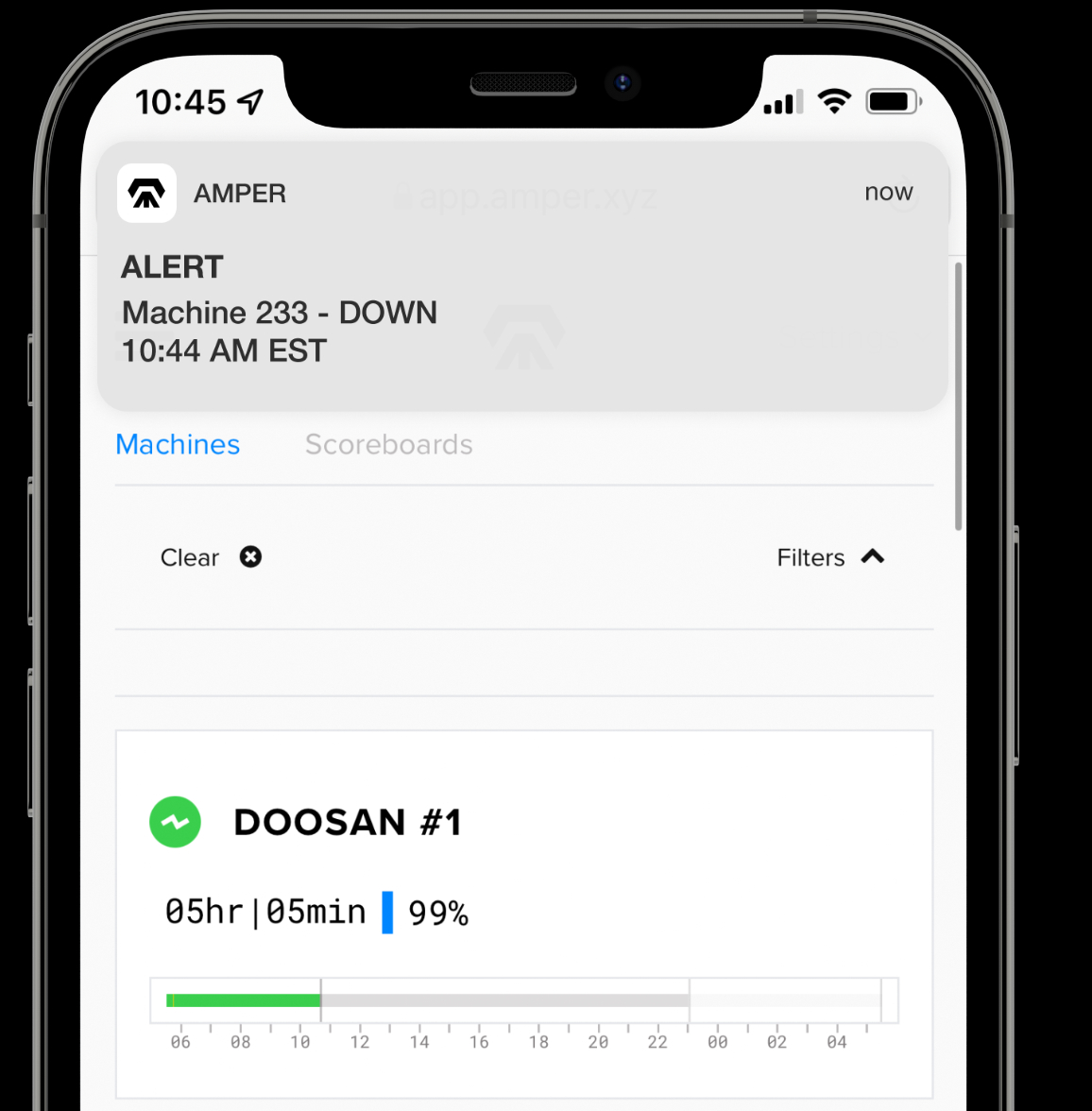
The device’s app can be downloaded on any team member’s smartphone, tablet or desktop, making 24/7 remote monitoring possible. Because GPP uses Amper on all its machines, it has access to the company’s operational analytics all the time. Photo Credit: Amper
He didn’t realize an uncomplicated system with simple software such as Amper existed, which could be easily attached to any machine (including the screw machines) and be installed in a couple of minutes.
Noninvasive Factory Operating System. Unlike some shop management systems that only provide machine monitoring, Amper offers a suite of shopfloor tools, which provides real-time insight into what’s happening on GPP’s shop floor. Automatic alerts enable managers and operators to be proactive because they can be notified the moment a machine is down. In addition, the device’s software can be used on any team member’s smartphone, tablet or desktop, which makes 24/7 remote monitoring possible. Because GPP uses Amper on all its machines, it has access to the company’s operational analytics all the time.
The tracking and analytics system is as simple as hooking up a sensor to a machine’s power supply, which can be done by anyone in the company, but is often a task for a maintenance worker. Sensing power supply in this way makes it easy to monitor non-CNC equipment. On a CNC machine, the sensor is placed on a spindle. The monitoring device’s algorithm is programmed to read the machine’s current draw so the system can report a machine’s operating status.


The Amper system is hooked up to the back of a ZPS multi-spindle screw machine at GPP. There are only five components necessary for each hookup.
Photo Credit: Amper
The device connects to a cellular or Wi-Fi gateway to enable system calibration through its software. Hence, the tracking system bypasses the machine’s PLC and does not require a server or IT integration.
While Amper offers a suite of digital tools, machine monitoring, operational analytics, Andon communication, a maintenance app and digital tally sheets, GPP chose to focus on its machine monitoring and operational analytics capabilities to track a particular key performance indicator (KPI). Abbott’s goal was to track the company’s paid labor utilization.
“I wanted to know from my standpoint when I pay an operator a dollar, do I get that dollar’s production out of it?” Abbott explains. “When we pay an operator an hour of production, we expect the person to run two machines for an hour. So, if I pay the operator for an hour, I expect two hours of production out of that person.”
Abbot and GPP easily learned a lot about the company’s paid labor utilization using Amper.
Focusing on one KPI. After Abbott shared his concerns with an Amper representative about this KPI, the representative arranged a peer brainstorming session with another one of its customers who was also getting started with the system. Operators and managers from both parties attended, sharing experiences and best practices. Inspired by what they learned, Abbott and GPP’s team determined that they would use the company’s utilization data to measure paid labor utilization. They drew up a strategy and set their goal.
“For every hour of labor we paid out, I wanted to see either two hours of machine uptime or one hour of setup,” Abbott says.

When GPP mounted large flat screens that displayed the machine uptime data generated by its new tracking system on the shop floor, the company experienced about a 10% utilization increase. Operators began closely monitoring the screens, eager to hit their daily goals.
Photo Credit: Global Precision Parts
The goal was to hit this standard by 100% or more. At the time GPP began using the monitoring system, the company was at about 80% to 90% of what it was paying and turning into production.
To work toward its goal, GPP brought all its workers on board. Abbott charged his influential operators with ensuring that less experienced operators were properly entering downtime codes in the Amper system to track setup times.
GPP started tracking paid labor utilization by comparing it to machine utilization and sales dollars per hour. Abbott and GPP can dive into this visual data on a weekly, quarterly or yearly basis, which saves an average of 45 minutes a day compared to collecting the data manually. The monitoring system also pinpoints root causes of downtime that helped GPP understand what issues must be addressed and what shifts, machines and/or operators are struggling.
When GPP mounted large flat screens that displayed the machine uptime data generated by its new tracking system for all on the shop floor to see, the company experienced about a 10% utilization increase. Operators began closely monitoring the screens, eager to hit their daily goals.
GPP only utilizes about 30% of its machine capacity now, according to Abbott. But prior to hanging the flat screens, the company was around 18% utilization.
Initially, paid labor utilization across the shop averaged 80%, but that number quickly began rising. When they missed their weekly goal, supervisors and operators would sit down, figure out what went wrong and make improvements. Operators increased their use of the Amper system, too, because they wanted to earn more machine production uptime. Therefore, they would log downtime reasons, setup time and problems into the system faster than they did prior to using the new system.
Improvement was easy to implement across the board, Abbot explains. “We made little to no effort. We simply put the goal out there and people started making changes on their own to reach it.”
Soon, GPP was able to justify purchasing new equipment. Its new machines are slower-running CNCs that have replaced bar-fed machines, but the company still makes better daily efficiencies due to the improvements in uptime from Amper. GPP’s operator-to-machine ratio rose from 1:2 to 1:6.
OEE Example 2: Mitotec Precision Inc.
Like GPP, Mitotec was also collecting and recording machine data manually before implementing Amper on its shop floor. Without the shopfloor monitoring tool, communication from operators took extra effort and was sometimes missed. The manual system did not produce timely information, which made it difficult to quickly find and fix the root cause of a machine’s problem so an operator could continue working at the machine.
Upon discovering Amper two years ago, Mitotec’s objective was to mainstream as much employee data entry into the system as possible to provide a one-stop shop for the company’s operators. Now that this goal is coming to fruition with its new tracking and analytics tool, it is much easier for management to access data that will help the shop reach its scheduled goals. On top of this benefit, the company has saved $1.4 million over an 11-month period by reducing machine downtime.
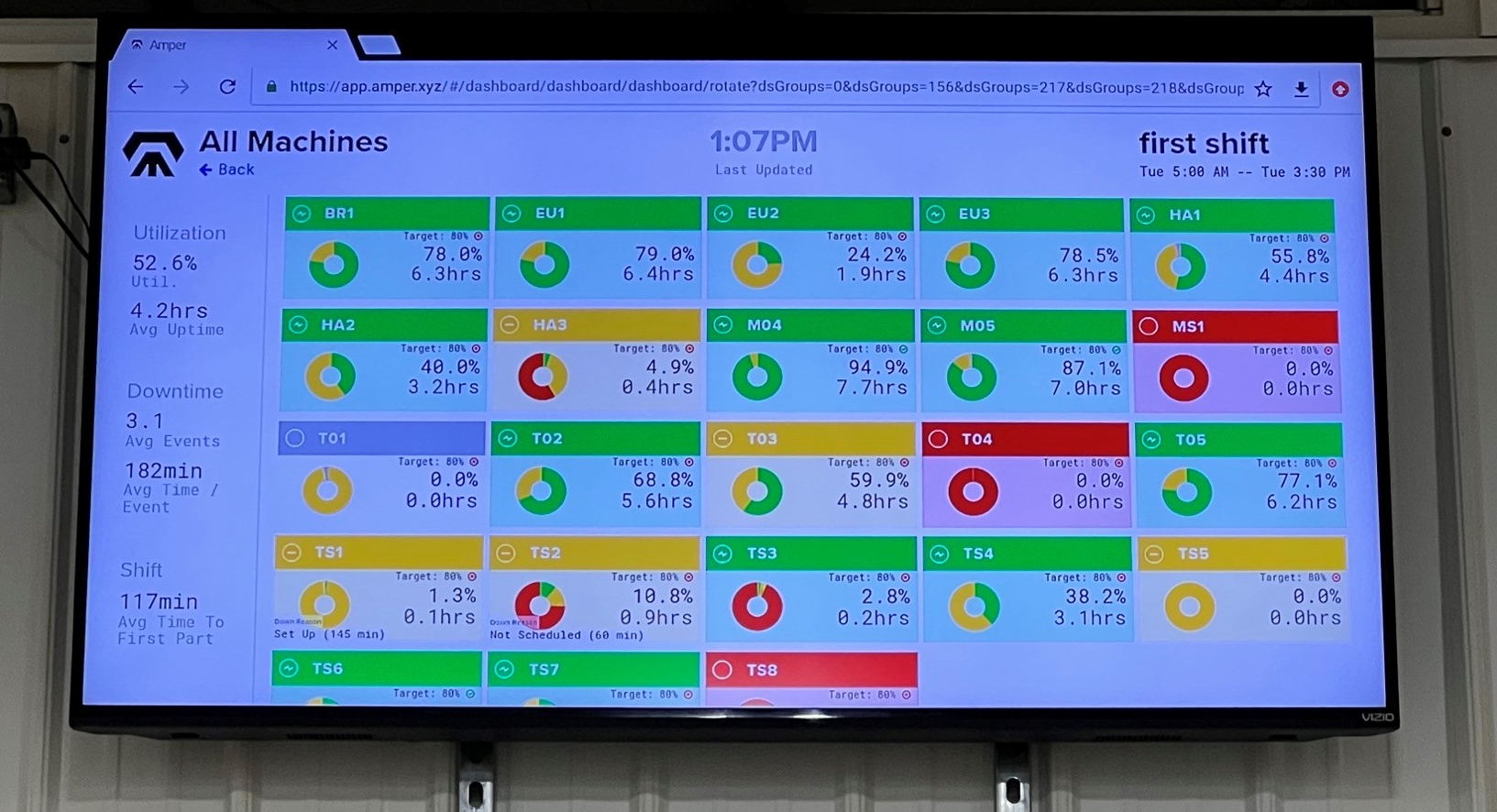
This flat screen on Mitotec’s shop floor highlights machine status and goals for each machine, as well as average uptime and downtime. The shop uses the monitoring system to keep its fingers on the pulse of daily shopfloor happenings. Photo Credit: Mitotec Precision
“This is a great tool that we react to and adjust in the moment,” says Bob Fourtounis, operations manager at Mitotec. He explains that it also shows downtime reasons history which management uses to interpret what processes or practices need improvement throughout the shop floor.
The ‘suite’ spot. The machine shop — which offers CNC Swiss, CNC single- and multi-spindle, multi-axis CNC turning capabilities and more for a variety of industries — uses a suite of several customized Amper functions (called “tools”) that have given management the ability to see the downtime reason codes, entered by operators, to make improvements in efficiency across the shop floor. The company also uses real-time alerts to be notified about machines that are down for more than 15 minutes for both first and second shifts. They also use “Machine Timelines” to monitor each machine and provide snapshots of how well the machines run throughout the day or a shift. The “Explorer” tool helps group the machines and recognizes if/when the scheduled group is making the improvements the shop set for them. It enables Mitotec to dive deeper into seeing more detailed data to help point management in the right direction for scheduling necessary improvement activities.
The pulse of the company. All these combined capabilities have become intertwined into the shopfloor processes as a natural part of productivity. According to the company president, John Belmonte, the shop relies on the data that is collected through the system.
“The sales team uses it because they can share minute-by-minute details about the jobs running on the machines with customers if they wish,” he says. “And that’s awesome. From a sales and customer interaction, knowing that we are in full control of our capabilities and productivity at any minute of the day, it really means a lot to some customers,” he says.

Mitotec’s management hopes the monitoring system will eventually be the “one-stop shop” for the company’s operators, creating one place to go to enter all information and one place for management to access all the information. Photo Credit: Mitotec Precision
Fourtounis’ team uses the monitoring system to keep its fingers on the pulse of daily shopfloor happenings. He says operators can easily communicate with the engineering and maintenance team through the system when needed, which is the company’s goal. “We want to make it as easy as possible for our operators,” he says. And he communicated that goal with the operators to make the implementation of the system a smoother process.
The Amper integration has also worked in favor of the company culture, which strives to keep employees engaged in what they do. The manufacturing tracking system proves to everybody at the company the importance of machine uptime.
Conserving time and money. By using the data that Amper records for the company, Mitotec has realized many important savings of time and money.
For instance, Fourtounis has the system programmed to send him an alert text message on his smartphone if a machine setup time runs 15 minutes over the scheduled time to complete. As a result, the company has seen a reduction in setup times of two hours just by knowing quickly when a machine is down and acting on solving the problem immediately.
Also, while using the tracking tool from February through December 2021, the company had a reduction of unplanned downtime — which saved it $656,000 — and a reduction of planned downtime — which saved it $750,000. That is a total of $1.4 million in savings by reducing machine downtime alone.
Studying the shop’s machine utilization has also improved productivity. Over a year’s time, Mitotec saw a 50% increase in machine utilization. Along with the data from Amper, the shop was able to see the largest contributors of planned and unplanned downtime along with setup times. With this data, management scheduled improvement activities.
Operators’ one-stop shop. Although the company has already implemented Amper to almost its fullest degree, Fourtounis and his team believe there are more enhancements they have yet to use but they plan to incorporate. For example, Belmonte says they will soon be integrating an IT help button for operators.
Shop management hopes the monitoring system will eventually be the “one-stop shop” for operators, creating one place to go to for operators to enter all information and one place for management to access all the information. Therefore, the tool is ever growing to improve company productivity.
Amper | amper.xyz
Global Precision Parts Inc. | globalprecisionpartsinc.com
Mitotec Precision Inc. | mitotecprecision.com








Related Content

Predicting the ROI of Robotic Automation
Various methodologies paired with online tools can help small to mid-sized manufacturers determine how to predict and calculate the potential economic benefits of robotic equipment for their specific needs.
Read More
Automation Breakthroughs Revolutionize Precision Machining for Complex Parts
Marubeni Citizen-Cincom delivers custom solutions to address some of the biggest challenges in precision machining from handling small parts, to robot integration and unique tooling needs.
Read More
The Value of RFID Machine Operator Authentication
Can secure shopfloor employee authentication via radio frequency identification enable shops to optimize their data-driven manufacturing efforts?
Read More
Process Control — Leveraging Machine Shop Connectivity in Real Time
Renishaw Central, the company’s new end-to-end process control software, offers a new methodology for producing families of parts through actionable data.
Read MoreRead Next

Data-Driven Manufacturing Helps Shops Stay Competitive
MachineMetrics Inc. provides machine monitoring software that helps manufacturers make decisions based on real-time data, in one case helping a shop to gain almost 20-percent improvement in machine usage in the first year of use.
Read More
Data-Driven Manufacturing Brings Efficiency to the Shop Floor
Developments in data-driven manufacturing, or digitization of the shop floor, are going far beyond merely knowing whether or not machines are in cycle.
Read More
Using ERP as a Foundation for Data-Driven Manufacturing
During a manual screw machine shop’s transition to CNC, it implemented an ERP system that will serve as the base for data-driven manufacturing.
Read More