



For companies that clean customers’ parts in-house, hearing from a customer that parts are “too clean” is a rarity, since most want their parts as clean as possible. However, cleaning parts to the point that there’s no lubrication left behind can be a negative result for a customer whose assembly relies on a small amount of oil.
Cox Manufacturing Co. (San Antonio, Texas) had this experience when it was told by a customer that their parts were too clean after they had been machined at Cox and then cleaned in the company’s iFP (distributed by Gosiger) vacuum vapor degreaser. The degreaser uses Kyzen Corp.’s Metalnox M6386 modified alcohol solvent in tandem with the Kyzen CP86 rust inhibitor to produce high quality cleaned parts.



“Kyzen’s fluid is very good at dissolving the oils that are on the parts,” says Mike Petrusch, vice president of manufacturing at Cox Manufacturing. “And once the fluid goes through distillation and we do a vacuum degrease inside the machine, we get a very clean part.”
Besides the instance of “too clean” parts defined by one customer, Cox doesn’t apologize for its expert cleaning processes. It has worked with Kyzen since it implemented its vacuum vapor degreaser in 2015 to find just the right chemistry for its application. It’s an ongoing relationship that not only enables Cox to produce clean parts to its customers’ specifications, but also keeps them in accordance with environmental health regulations.
From Open Top to Vacuum Degreaser
Cox Manufacturing — a manufacturer of high precision custom parts using ferrous and nonferrous metals for industries including medical, electronics, military, aerospace and firearms — discovered Kyzen products when it switched from an open-top vapor degreaser to its iFP vacuum vapor degreaser.
The company cleans 98% of its parts in its vacuum degreaser, and the majority of the parts washed in that system are smaller than ¾ of an inch in diameter. The largest part it washes is 2.5 inches in diameter.
The company began researching options to replace its old open-top model when it realized solvent dragout was costing too much money.

Salvador Luciano, machine technician at Cox, unloads the vacuum degreaser’s baskets of clean parts. The shop has a good relationship with Kyzen, and the two companies have worked together to come up with the perfect chemistry for Cox’s vacuum vapor degreaser.
The vacuum vapor degreaser — one of the fastest growing markets in the cleaning industry — also dries the parts, saving the company time.
With this new equipment came the opportunity for Cox to buy a chemical solvent and rust preventative from Kyzen to use in the new machine. Cox worked with a Kyzen representative to come up with just the right chemistry for the company to produce the cleanest parts possible.
“Kyzen’s Metalnox M6386 has good wetting and low viscosity, so it gets into small holes,” Mr. Petrusch says. “We cut holes down to about 15 thousandths in diameter, and so the fluid has to get into those crevices.”
Cox also uses a rust inhibitor, Kyzen CP86, which is another reason why the company chose Kyzen products. “The rust inhibitor works with the Metalnox fluid,” Mr. Petrusch says. This chemistry combination offers a convenience that not every company that owns a vacuum degreaser experiences. “If that compatibility wasn’t there, it is trial and error to be able to suspend the rust inhibitor into the cleaning fluid to make the rust inhibitor work during the wash cycle.”
Advantages of Using Modified Alcohol Solvents
Although the vacuum vapor degreaser provides many benefits when cleaning parts, it’s ultimately the solvent in the machine that gets the parts clean.
The Metalnox M6386 solvent, which Cox uses in its iFP vacuum degreaser, is a modified, oxygenated alcohol. It is a blend of two or three alcohols that allows the cleaning of both polar and nonpolar oils and coolants. It is specifically made for vacuum vapor degreasing applications for metal parts and is less expensive than some of the new fluorinated solvents.
“If a shop uses water soluble coolants or just regular coolants, you can clean parts that are contaminated with both polar and nonpolar oils in the same machine and don’t have to change the chemistry,” says Joe McChesney, global products line manager — solvents, Kyzen Corp. “This really helps the customers because if they have, let’s say, machining centers that use a water soluble coolant, and another machining center uses a lubricant, they save machine downtime and money by not needing to change the solvent within the machine.”
Modified alcohol solvents are a popular choice for use in vacuum vapor degreasers since they are nonflammable, and they separate from the oils that are extracted from the dirty parts being cleaned. This separation characteristic allows for reuse of the chemistry in the machine.
“Since we are using a vacuum, companies can keep reusing the solvent over and over and it doesn’t break down,” Mr. McChesney says. “Basically, it discharges the oil or water-soluble coolants, which reduces the waste stream. There’s very little solvent going out with the waste stream.”
Kyzen not only delivered a reliable and efficient cleaning chemistry for Cox’s customers’ parts, but also a rust inhibitor, an acid neutralizer and responsive customer service.
Clean Parts Protection
Adding a rust inhibitor to a compatible solvent is necessary for many applications. Not only are customers seeking clean parts; they often expect parts that will not rust over time. As a company who wants to keep their customers happy and coming back for more business, Cox Manufacturing uses the Kyzen CP86 fluid to prevent corrosion on the parts it cleans.

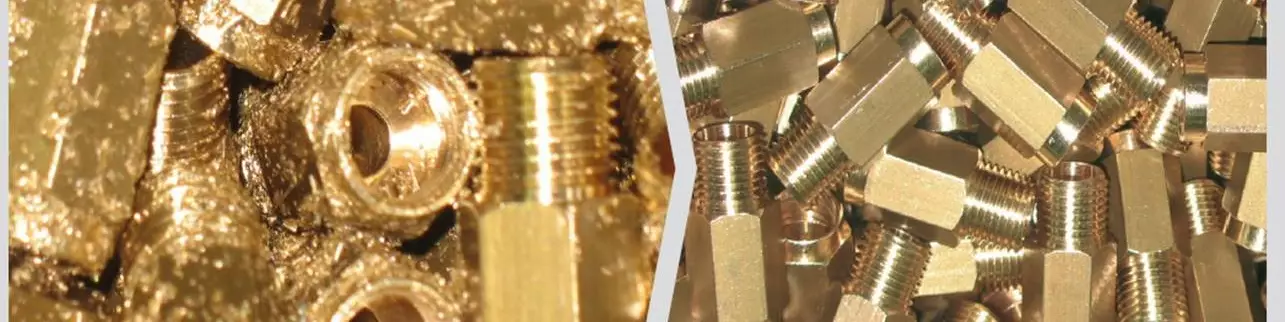
Shown is a before and after comparison of parts that have been cleaned with Kyzen’s Metalnox 6386. Cox Manufacturing uses this modified alcohol solvent in its iFP vacuum vapor degreaser. Photo courtesy of Kyzen Corp.
The CP86 works in tandem with the Metalnox product in the company’s vacuum degreaser. The chemistry contains an additive that prevents corrosion and coats parts. The corrosion preventive fluid is added to the final rinsing stage in the vacuum vapor degreaser at a low percentage — anywhere from 3% to 5%. The preventative contains dry film components (wax) and “virgin” solvent. The dry film adheres to the part, leaving a wax coating on the part.
“So when the vacuum degreasers are going to the final drying stage, they pull the vacuum down a little lower, they inject heat, so the solvent is dripping off, leaving only the wax compound on the parts,” Mr. McChesney explains. The amount of concentration applied directly relates to how many weeks of corrosion prevention will stay on the part.
Neutralization in a Station
According to Mr. Petrusch, Kyzen has been easy to work with and has offered valuable advice on several issues that have come up over the past several years the two companies have been working together. Kyzen pointed out the fact that acid build up could form inside Cox’s vacuum degreaser as a potential problem. This acid buildup is not a friend to a vacuum degreaser, but Kyzen was quick to help Cox with a solution for this.
“If you use chlorinated oils with a vacuum machine, through the distillation process you can create hydrochloric acid that will eat your machine over time,” Mr. Petrusch explains. “Kyzen put us on their acid neutralizer while we were still running chlorinated oils, which eliminated that potential problem. Their knowledge was very helpful.”
Kyzen’s acid neutralizer or booster product only requires a small amount (a capful) to be added to the chemistry in the machine. “It’s really easy to monitor acid levels. We furnish a test kit for the customer,” Mr. McChesney says.
However, when it hasn’t been easy for Cox to test parts in a cleaning solution on its own, Kyzen has taken care of the tests in its cleaning laboratory that include several vacuum vapor degreasers from different brands.
Mr. Petrusch appreciates that Kyzen has access to a lab to test fluids for Cox’s vacuum degreaser. “If we have an issue, they will take care of it,” he says.
From the Lab and Beyond
Prior to implementing the CP86 rust preventive fluid at Cox, Kyzen ran tests on parts for Cox in its lab’s atmospheric chambers to monitor and document the amount of concentration necessary for different parts it would be cleaning.

This typical lab test from Kyzen Corp. shows its M6386 modified alcohol that was compared with a traditional HFO solvent for cleaning results of hydrocarbon removal efficiency using test coupons and real parts. For this cleaning application, the maximum level of hydrocarbon residue must stay below is 6 mg/ft2, as depicted in the plots.
Although the use of Kyzen’s lab has been essential for Cox to provide clean parts to its customers’ specifications, Kyzen’s development work on this solvent and the auxilary products began prior to Cox’s purchase of its iFP vacuum vapor degreaser.
“We typically verify the processes before any user makes a significant investment to be sure it is going to clean their product to the specification they needed and not damage the part,” Mr. McChesney says. “We also confirm that the solvent is compliant with all the environmental health and safety rules.”
Kyzen coordinates the lab test through purchasing and ensures that a representative will be present for the new machine’s startup. “That person will put the solvent in the machine to make sure the machine was functioning correctly and that the solvent is doing what we said it would do,” he explains. “And then we train the customer on all the different functions, including filling the machine properly, how to do periodic maintenance, and so on.”
From that point on, a Kyzen regional manager has visited Cox on a regular basis to ensure the company is happy with its results and to ask about further training they can provide for new operators.
The Best of Both Worlds
Cox Manufacturing has learned that developing a relationship with a reliable solvent manufacturer has proven critical to keeping its customers satisfied by providing them with the cleanliness specifications they demand.
The company also realizes that switching to new cleaning equipment has saved them energy and money. Although initially more expensive, the vacuum vapor degreaser saved Cox a lot of money when it comes to solvents. The modified alcohol solvent is recycled within the vacuum degreaser, whereas this was not possible in its old, open-top vapor degreaser that used environmentally unfriendly halogenated chemistry.
“The old system required a very expensive chemical,” Mr. Petrusch says. “But now with the closed vacuum degreaser, our fluid costs have gone down 75% per drum. We went from spending $120,000 to $10,000 a year in solvent costs.”
Mr. McChesney concurs. “Typically, solvents used in the vacuum degreasers equals 1/4 to 1/8 of annual consumption compared with past process equipment,” he says.
As long as closed solvent systems such as vacuum vapor degreasing is popular, modified alcohol solvents like the Metalnox M6386 will be a common choice for this application. Cox Manufacturing certainly has no plans to switch its chemistry anytime soon.
Kyzen Corp. | 615-831-0888 | kyzen.com
Cox Manufacturing Co. | 800-752-1768 | coxmanufacturing.com
The Function of a Vacuum Vapor Degreaser
A vacuum vapor degreaser extracts all the air out of the system and seals off the work chamber from ambient atmosphere, thus no operators are exposed to any fugitive emissions. The work is processed in a sealed chamber so no solvent is lost during processing.

Vacuum vapor degreasing is among the fastest growing parts cleaning technology because of all the benefits the process offers. It uses a small amount of solvent and is also isolated from the operator and other workers in the ambient area.
Then, due to the vacuum, the boiling point of the solvent is lowered so it will boil and vaporize at a lower temperature. Therefore, less energy is used to heat the chemistry, which results in energy savings (smaller carbon footprint).
With the air removed (when the work chamber is filled with solvent and parts are immersed), the ultrasonics are more efficient in impinging on the parts due to no interference by air in the chemistry as with a typical open-top degreaser. Enhanced ultrasonics activity equals enhanced cleaning.
The flexibility of the vacuum units working with the sealed chamber design allows for the following cycles based on the selected recipe to fit specific parts:
- Pre-wash with flooding action to remove gross soils
- Immersion with ultrasonics
- High-pressure sprays to rinse parts
- Complete work rotation or gentle rocking motion to break surface tension — allows for better soil removal and solvent drainage when ready
- Final pure clean solvent rinse or use of a corrosion inhibitor if needed for ferrous metals
- The vacuum drying stage is pulled down in a lower vacuum, which extracts the solvent from the parts. This allows the work to be completely dry in most cases when a cycle is complete — no drag out of solvent inside parts or on outside surfaces.
The vacuum is still pulled when the cycle is complete until it is time to open the loading door. When the door is automatically opened for the operator to remove work there is very low ppm exposure to them or the ambient area. The typical modified alcohol allowable OEL level is 500 ppm per EPA. Field testing on these units yields approximately 5 to 50 ppm based on parts and work basket design.







Related Content

Meeting Stringent Cleaning Goals With Modular Ultrasonic System
A knee implant manufacturer implements an advanced cleaning system that meets its tight cleaning requirements, including documenting, validating and tracing the entire cleaning process.
Read More
3 Common Filtration Questions Answered
Learn about the variety of filters for removing particulates from a cleaning fluid, how to determine cleaning fluid life and more.
Read More
Miraclean Tanks Enable Highly Configurable Cleaning System
PMTS 2025: Miraclean’s cleaning systems consist of individual ultrasonic or static tanks in a standard size that can be organized within a stainless-steel frame.
Read More
Kyzen Solvents Provide Safe Parts Cleaning
The SLV901 and SLV803 solvents are formulated to maintain cleaning efficacy while providing a safe, environmentally friendly alternative to processes that use PFAS and HFCs.
Read MoreRead Next

Vacuum Degreasing Offers Lean and Green Technology
One common cleaning system will work on all production parts without having to operate and maintain separate systems.
Read More
Solvent Degreasing Regulations Explained
There is a current trend to exit some solvents to convert to a more environmentally preferred solvent that will comply with expected future regulations.
Read More
How To (Better) Make a Micrometer
How does an inspection equipment manufacturer organize its factory floor? Join us as we explore the continuous improvement strategies and culture shifts The L.S. Starrett Co. is implementing across the over 500,000 square feet of its Athol, Massachusetts, headquarters.
Read More