

Production Machining Product News: Accessories, May. 19, 2020
The latest technology from Caron Engineering, Mitutoyo America, EMAG, and The L.S. Starrett Co.

Share
Caron’s TMAC System Offers Real-Time Tool Monitoring
Monitoring system accurately monitors tapping cycles.
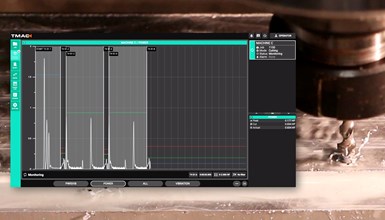
Caron Engineering’s Tool Monitoring Adaptive Control (TMAC) system offers a universal interface that provides a real-time connection with nearly any CNC on the market. According to the company, the system uses a high-precision, auto-scaling power sensor to measure the load on the tool and compares it to the user-defined limits to determine wear. TMAC’s direct interface to the CNC is said to allow the system to make real-time adjustments to feeds and speeds, automatically expires worn tools, and stops and retracts tools instantaneously in the event of breakage or other extreme conditions. All of this is driven by an intuitive user interface to view all live cutting data as it happens, with all cuts recorded to view and analyze at any time.
The company says the system can also accurately monitor tapping cycles, which are otherwise difficult to monitor due to power spikes caused by the tool’s forward and reverse actions. It is said monitoring tapping cycles is easy to set up through use of time increments in TMAC. The system learns the power of the tap as it winds into the materials. During monitoring, TMAC can isolate just the cutting portion of the tap (in its forward cutting motion). As the tap unwinds from the material, the monitoring goes into a “hold mode,” while ignoring any spikes in data. TMAC measures the wear of the tool and alarms the machine when excessive wear or breakage occurs, using either tool wear linear or area-under-the-curve limits. Use of a pre-load signal creates precise start and stop timing from the CNC, which synchronizes monitoring based on specific programmable logic controller (PLC) functions, according to the company. TMAC will ignore unwanted power spikes due to reversing the tap and unwinding out of material. By using precision power sensors, TMAC can monitor a wide range of taps. With smaller taps, the auto-scaling sensor capabilities make it possible to register even the slightest power signals and monitor all cutting operations. With the newest version of TMAC (version 3.0), users can even label the cuts as specific features on the part.
Mitutoyo’s Profile Projector Enables Easier 2D Measurements
The M2 2D processor updates the PH-3515 profile projector with a new touchscreen tablet and easier 2D processing for measuring dimensions.

Mitutoyo America Corporation’s M2 2D Processor is part of a new package with the PH-3515 Profile Projector. The M2 2D processor updates the PH-3515 Profile Projector with a new touchscreen tablet and easier 2D processing for measuring dimensions. According to the company, the M2 2D Processor features include an easy-to-use, touchscreen M2 geometric measurement display. The graphics-based “part view” construction generates distances and tangent lines from within the graphical part view. The geometric tolerancing enables users to measure features, set nominals, apply tolerances and view deviation results with only a few quick clicks. The report flexibility function customizes report data and format, including header, footer and graphics. The unit also includes M2 geometric 2D measurement software and optional edge detection. The PH-3515 Profile Projector features include a 14"-screen horizontal projector, which is equipped with linear glass scales; profile and fiber optic surface illumination; a 10" × 6" T-Slot table for accessories; and a digital built-in angle counter.
Non-Contact Tread Measurement Speeds Pipe Inspection
Pipe/coupling thread measurement system designed to reduce tool costs and downtimes.

Emag’s non-contact pipe and coupling thread inspection system (TIS) is designed to save time and labor on an essential measuring process. The optical measuring system can be used autonomously or integrated into a complete production process. Advantages of the TIS include potential savings resulting from its automated operation, and measurement accuracy and short measuring times. Once measurements are taken, feedback is directed back to the machine tool’s CNC, allowing tool corrections to be made automatically and immediately during the machining process. This error-minimizing system is said to measure all thread types (API and premium threads), which eliminates a manual measurement process. This method also detects insert wear, which allows optimal insert changes to be performed, thereby reducing tool costs and downtimes due to worn tools.
Company Expands Horizontal Travel on Optical Comparator
L.S. Starrett expands horizontal X-axis travel on the HB400 benchtop optical comparator from 12" to 16" to measure large parts on its workstage.
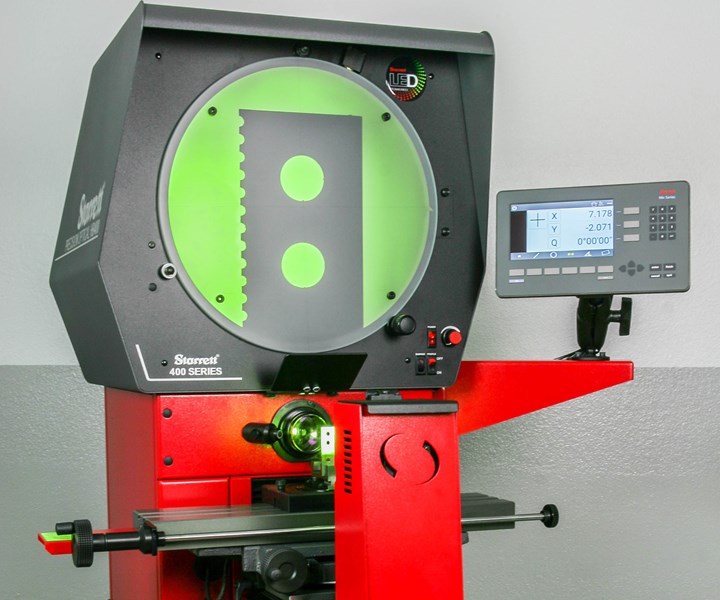
L.S. Starrett has expanded the horizontal X-axis travel on the HB400 benchtop optical comparator from 12" to 16" (300 mm to 400 mm), providing users the versatility to measure large parts on its workstage.
The comparator features a 16" (400-mm) diameter viewing screen, a 16" (400-mm) horizontal travel, a 6" (150-mm) Y vertical travel, a 2" (50-mm) focus travel and a 110 lb. (49.9 kg) workstage load capacity. The HB400 also has all-metal construction with a hard-anodized stage tooling plate, LED profile and surface lighting rated to 50,000 hours, touchscreen operation and a linear encoder glass scale on both X and Y axes. Also includes a digital protractor for angle measurement of 1-ft. resolution via Q-axis readout.
The HB400 has a single, bayonet-style lens mounting system that accepts a choice of six fixed interchangeable lenses, as well as OV2 Zoom or TOV2 fixed telecentric magnification video camera systems. Available with MetLogix M1 tablet, M2 or M3 measuring software (when using OV2 and TOV2) PC or digital readout systems.
OnRobot's 3-Finger Gripper for Handling Range of Cylindrical Objects
OnRobot introduces compact, large-stroke 3FG15 three-finger gripper that handles a range of cylindrical objects.
OnRobot’s compact, large-stroke 3FG15 three-finger gripper makes previously

hard-to-automate precision handling of cylindrical parts easy to program and deploy and provides flexibility for a range of part sizes.
The gripper has a maximum stroke of 150 mm that can easily handle multiple processes. The three-finger design, with a 15-kg (33-lb) payload, provides a strong, stable grip for both form fit (internal) or friction fit (external) gripping.
The gripper is also ideal for packaging and palletizing applications and is
compatible with any major collaborative or light industrial robot arm through OnRobot’s One System Solution, the platform that provides a unified mechanical and electrical interface between the robot arms and any OnRobot EoAT.