



Otto's production schedule for the Gildemeister multi-spindle shows the low number of parts commonly run. Quantities can average between 200 and 1,000.

For its multi-spindle, Otto thinks in terms of families of tools rather than families of parts. This is a sampling of the 412 parts that have been programmed for the machine.

All the preset tools and everything needed for the setup are kept in a cabinet next to the machine.

The front of Otto's new 100,000-square-foot tech center (above), scheduled to open in June, is modeled after the company's current main building (next), which is about a quarter mile away.

Share
When a shop is in the market for machine tools, it might depend on the experts for guidance. The machine tool manufacturers know their equipment and its capabilities; they should be able to determine the applications for which it is best suited and those where it may fail.
Otto Engineering Inc. of Carpentersville, Illinois, however, thinks outside the box and likes to challenge its suppliers with new approaches to traditional practices. Production Machining told Otto’s story 15 years ago. This follow-up shows a double-down bet on the success the company has realized from what was once such a radical plan that the supplier was even reluctant to sell the machine. While it’s use of a CNC multi for small lots may not be unheard of, buying the machine for that specific purpose and having huge success with the strategy is surprising to most outside of the organization.
Featured Content



Under Control
Otto was founded in 1961 for the development and manufacture of switch products and communication accessories for demanding applications. Originally producing rotary and pushbutton switches, the controls division now offers an extensive line of control switches, toggles and grips. It markets its products to military, aerospace, agriculture, construction and other industries. One of the company’s current projects involves production of switches for NASA’s Orion project, which is exploring the possibility of sending people to Mars within the next decade.
The company also will not hesitate to do runs requiring only 50, 25 or even five parts...
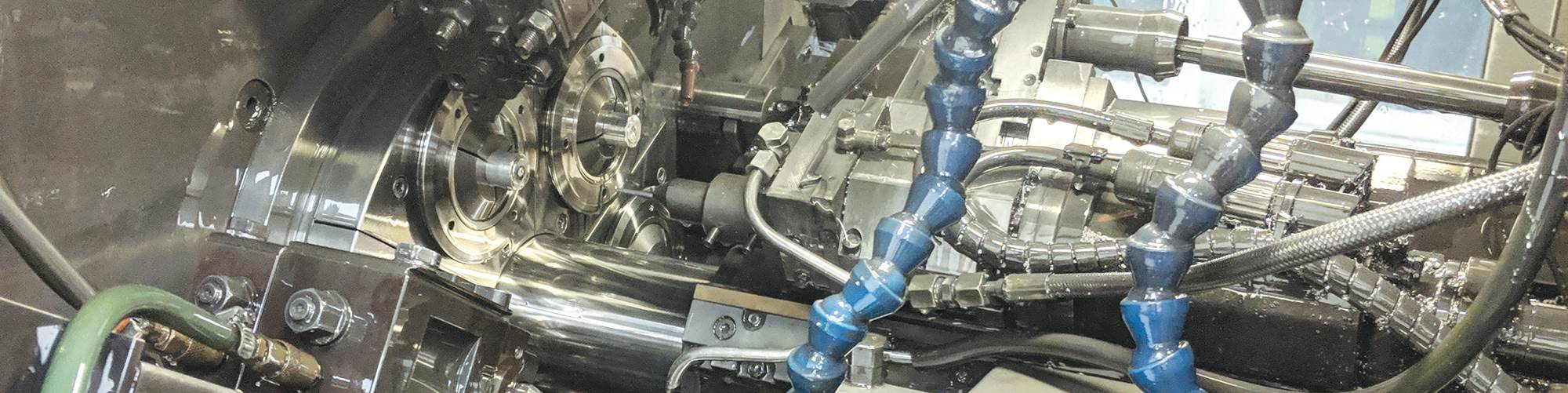
In 2004, working through DMG MORI USA Inc.’s Chicago tech center, Otto purchased a Gildemeister GMC 35 ISM CNC six-spindle multi. It was a large purchase intended to reduce throughput and add flexibility on the shop floor. As one might expect, some of the part runs on the Gildemeister may require as many as 10,000 workpieces or more; that’s not surprising. But what is far more unusual is that the company also will not hesitate to do runs requiring only 50, 25 or even five—yes, five parts; and it’s a six-spindle machine, so an extra part must be made. The only way a shop can have success running such low quantities is by minimizing setup times. The average run is between 200 and 1,000, requiring about two to six hours of production time.
While multi-spindles are known for requiring long setups, Otto has found a way to buck that trend, keeping its average setup times on the Gildemeister to only about 15 minutes. Depending on the scheduling, some days the machine will be set up as many as six times in a nine-hour shift, while other days it may run a single job all day.
Why it Works
Since Otto purchased the machine, Tom Secreto, shop supervisor, has programmed 412 different parts for it, consisting of seven different part families and an average run time of 16 seconds per part. He manages these jobs with a tool library of only 13 different frontal drills, 16 different frontal and backworking ID turning tools, 10 different drum-side OD turning tools, and six different milling tools, for a total of 45 tools exchanged in and out of the machine.
Only aluminum bar stock of the same diameter is used for all the parts. The parts range from 0.875-inch down to 0.16-inch diameters. To offset the additional cost of wasted material when running the smaller diameter parts, Otto keeps tight standards for supplying clean, oil-free chips to its recycling company. Eliminating the need to switch the machine over to different bar diameters provides significant time savings in the setup.
Instead of the typical strategy of considering families of parts, Otto looks at families of tools.
All the tooling is quick-change, and all the tools are preset. The Siemens control, with more than enough tool offsets for each location, provides for easy setup of all the geometry offsets for each tool. A typical setup consists of dropping four or five tools into the machine, loading the program for the desired part and changing a pickoff collet. Extra time is taken in the programming stage to make sure it perfectly fits the simulation. The operator can simply press cycle start and be confident in the accuracy of the first part.
Mr. Secreto knows what parts will run on the machine next, and he has the setup waiting. All the preset tools and everything needed for the setup are kept in a cabinet next to the machine. Machine Shop Manager John Lang explains that one of the challenges of the multi-spindle is setting the distance between the subspindle and the pickoffs, which determines the overall length of the part. Otto’s strategy is to mount the indicator inside the machine. Depending on the previous part, the indicator shows the precise adjustments necessary for the next one. There may be only 180 thousandths difference between the two parts, but the adjustments are made exactly, “plus or minus nothing,” to ensure that the next part will be made correctly the first time.
“We actually make more money on the switches we produce when we have the smaller lot sizes.”
The trick is that, instead of the typical strategy of considering families of parts, Otto looks at families of tools, taking a creative approach to programming. They look at the existing tools and see what parts will fit with them, even if it might require extra cuts on the part to make the shape, adding a minimal amount of cycle time. “In most cases on a multi-spindle, there’s already free time because the cycle time is dependent on the longest operation or slide,” Mr. Secreto says. “For example, if slide 6 is 18 seconds, and that’s the longest one, then the cycle is 18 seconds. Perhaps slide 2 is a rough boring operation, and it’s only 12 seconds. Six more seconds of roughing operation, then, can be added to slide 2 without affecting the overall cycle time.” Adding any tools to the library is a last resort and is almost never done.
Quantifiable Benefits
“We actually make more money on the switches we produce when we have the smaller lot sizes,” Mr. Lang says. “The margin is much higher. Most other shops would have trouble holding the cycle time to 15 seconds on a workpiece with as much geometry as we’re putting into them.”
He says such parts on a standard lathe could take as long as two minutes, and the setup would be three to five hours. The multis do about seven times better in cycle time than a conventional CNC lathe. Mr. Lang knows because Otto used to make all these parts on conventional CNC lathes. The payoff on the investment in the Gildemeister has played a significant role in the company’s continued success. Mr. Lang recalls that when he started at Otto it was a $5 million company. It is now a $130 million company, steadily growing (including 15 percent in 2018) since the installation of the machine.
Because the short runs and setup times allow Otto to supply the parts so fast, it is basically using the machine as its stock room or inventory. The company keeps no excess stock. Even if a big order comes in for 5,000 or 10,000 pieces, they can have them out the next day. On a conventional CNC lathe, it would take a week. Even if multiple lathes were running the parts, it would still take longer because of the additional setups. The customers appreciate the turnaround as well because they don’t have to think about ordering in advance. The sales team will drop the orders and get an immediate response in production.
What’s Next
Beyond its CNC machining capabilities, Otto also does injection molding, stamping, cable assembly and cable overmolding, now employing about 575 people. It also recently purchased a tool and die company. To combat the effects of the growing labor shortage, the company hires two apprentices per year straight out of high school. These apprentices spend time at Illinois’ Tooling and Manufacturing Association, then settle in at Otto as a machinist, a model maker, a moldmaker, or a tool and die specialist, depending on their strengths. Mr. Lang says, “We did a report five years ago that concluded that within 10 years (five years from now), half of our workforce will be retired. We need to solve that problem. By bringing in new, young talent, along with the top-notch staff at the tool and die company, we’re making strides to cover future needs.”
Despite any labor concerns, the company continues to rapidly grow. It is in the process of building a new 100,000-square-foot tech center, scheduled to open in June, that will house much of the CNC machining and stamping operations. With that building will come a new Gildemeister, almost identical to the company’s current one. That machine is in assembly now, scheduled for delivery in June.
The current multi has been at near capacity since its early days on the shop floor. Once the new machine comes in, Otto will have more flexibility to try different machining strategies. One consideration is to have the new machine handle multiple part diameters between 7/8” and an inch and a 16th. “Changing bar sizes takes about a half day, so we’ve generally stayed away from that,” Mr. Lang says. “But we’ll have an opportunity to look at things differently again, and we’ll be moving still more parts from the conventional CNC lathes.”
Otto has had great success with the GMC 35 ISM, doing on a multi-spindle what is considered short runs and a lot of setups. It has worked well supplying parts fast and basically using the machine to replace a stock room for inventory. The machine has required a remarkably low amount of maintenance. The slides are still original and have not required rebuilding. After more than 73,000 hours of production, the only maintenance the machine has required has been related to electrical drives, cables and the bar feeder. Otto foresees the same results from the new machine and is looking forward to continued growth driven by the creativity that has laid the groundwork to this point.
For more information from Otto Engineering Inc., visit ottoexcellence.com or call 847-428-7171.
RELATED CONTENT
-
How to Get More Efficient Production from Swiss-Type and Multitasking Machines
SolidCAM for multi-axis Swiss type and multitasking machines provides a very efficient CAM programming process, generating optimal and safe Mill-Turn programs, with dramatically improved milling tool life.
-
Making Parts on a Swiss/Laser Machine
Adding laser cutting to Swiss-type machining is helping this shop do more work for its customers in the medical industry.
-
Hard Turning as an Alternative to Grinding
Hard turning can be a cost effective alternative for shops looking to streamline part processing.
