






This vertical storage unit offers a safer and more efficient means for Rable Machine’s employees to store and pull stock for customers as needed as part of the shop’s inventory management services for top customers.
For more than 40 years, Rable Machine in Mansfield, Ohio, has offered inventory management services to its leading customers. The contract machine shop that has milling, turning, grinding, honing and various other manufacturing capabilities meets the inherent challenges and financial risks of stocking product for customers because it creates a tighter bond with them, while providing immediate part delivery when needed. And, in many cases, customers can take advantage of their own unexpected high product demand because the shop has sufficient inventory on the shelf to supply to them (afterward working production of those parts into its schedule to replenish the supply to predetermined levels).
The idea started with a gut decision to stock parts for a customer with a history of repeat business for a given part, rather than breaking down a lathe setup because the customer’s small orders didn’t consume an entire piece of barstock. Today, its approach is more sophisticated and calculating. For example, Rable is leveraging enterprise resource planning (ERP) software and new part stocking methods to more effectively schedule production runs, manage appropriate inventory levels and ensure timely delivery to customers. It has also benefited from purchasing raw material to stock, not for a particular job, as I learned during a recent visit to the northern Ohio shop.



Service First
In fact, this was my second visit to Rable. The first was in 2010 when I wrote about the advantages of it being a 100% employee-owned business by way of an employee stock ownership plan (ESOP).
It was then that I learned the history of the company, one that Frank Rebel started in 1946 to provide machined components to local appliance manufacturers. Flash forward to today, when the shop provides parts and assemblies made from a variety of materials — including Defense Federal Acquisition Regulation (DFAR) stainless and alloy steels — to industries such as medical, aerospace, automotive, HVAC, oil and gas, and pump and valve.
In March 2019, Rable purchased another machine shop in Lancaster, Ohio, in an effort to diversify its business. Scott Carter, president and CEO, refers to that location as “Rable South.” This operation offers complementary services and equipment to “Rable North,” including horizontal machining centers, and has an existing customer base in other markets such as the firearms industry. This acquisition brings the company’s total number of employees between the two locations to 145.

One of two company facilities, “Rable North” focuses on medium- to high-volume work for customers, many of which offer annual blanket orders that the shop machines, stocks and then releases to customers as requested.
But what prompted the decision to offer inventory management services decades ago? As Carter explains, work for a nearby customer came in small batch sizes, commonly consuming only a portion of a given piece of barstock. Because Rable had a good relationship with the customer and knowledge of the part and its consistent order history, the shop eventually decided to take advantage of the time required to set up the lathe for that job and go ahead and consume the entire bar, stocking parts produced over and above the customer’s order quantity. The decision was largely based on intuition, but Rable felt the customer would eventually purchase the excess product it produced, which the customer did.
Today, Rable maintains stock for its top 10 customers. In fact, it manages and stocks 1,500 part numbers for its biggest customer. The trick, Carter notes, is identifying customers and jobs that make sense for inventory management to mitigate (or at least minimize) risk. He says this largely depends on four criteria:
1) Is the customer’s product line stable? With these parts, engineering changes are likely not to occur often.
2) Has Rable established a good relationship with the customer’s engineering and purchasing staff? If so, the shop is likely going to get advanced notice of engineering changes, so it is less likely to stock what would become obsolete products.
3) Are there sufficient quantities? Spindle uptime can be maximized when machine tools aren’t needed to be set up frequently to accommodate small batch sizes.
4) Is the customer willing to place annual (or longer) blanket orders? Blanket orders that call for product releases throughout the year provide Rable with a bit of protection. The shop is also able to offer the customer a discount of sorts as pricing will be based on the volume of the full order. Blanket orders currently represent approximately 80% of Rable North’s business.
Carter firmly believes that proper planning and overall visibility is important to effectively manage these programs. “Typically with a blanket order, we’ll run three months of work for an order,” he explains, “then, depending on production lead times, commonly schedule another production run when inventory reaches a one-month level.”
In fact, a new ERP software from Global Shop Solutions added in July 2020 is helping better manage inventory management programs, while offering that needed visibility and helping ensure blanket order accountability.
Stocking products for customers creates a tighter bond with them.
For example, it helps Rable best set its economic order quantity (EOQ) to minimize costs associated with maintaining inventory for customer parts. Although this affords the shop a bit of flexibility in how it manages production scheduling, there’s always the chance of a perfect storm in which many blanket order customers release a high quantity of product at the same time. That can be a strain on capacity to replenish inventory.
ERP also enables the shop to see actual profit margins versus expected margins. Carter says it’s easily noticeable that Rable isn’t as profitable for a blanket order when inventory levels are too low and the shop has to fit a production run in to meet delivery requirements.
In addition, ERP helps better track the history of release orders for a given customer. If an annual blanket order quantity for a part is 10,000, but the customer has only purchased a fraction of that because its demand dropped, Rable can more readily see that in the ERP system and react by communicating early with the customer so as not to be stuck with a high quantity of inventory that the customer might or might not purchase.
Rable also sets blanket order renewal dates in the system as advanced reminders, so it can reach out to customers to start the renewal process in a timely manner. While some customers are good about monitoring that themselves, others aren’t. ERP helps the shop be more proactive in that regard.
Safer Stocking
Of course, inventory management means floor space must be dedicated to product storage. The shop has recently streamlined — and made safer — its approach to inventory stocking and retrieval by employees.
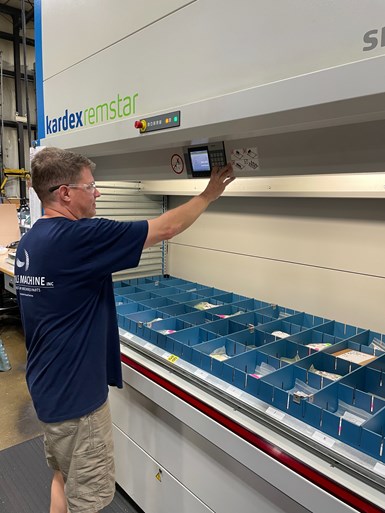
After an employee enters the shelf location for parts, the vertical storage unit presents that shelf to the employee to pull for a customer.
Until recently, Rable solely used conventional, large pallet racks to store customers’ parts. Employees would use roll-around ladders or scissor lifts to access product to pull. This led to safety and efficiency concerns, especially in cases in which customers were asking for weekly product releases.
Approximately five years ago, Rable became aware of safety grants being offered by the Ohio Bureau of Workers’ Compensation. This spurred the shop to purchase a Shuttle XP 500 vertical lift module (VLM) from Kardex Remstar to store small customer parts. The grant covered 40% of the tall storage unit’s cost.
The VLM is an automated storage and retrieval device that features an enclosed, shelf-based storage system designed to offer high capacity in a compact footprint. The enclosed system consists of two vertical shelving units with a central shelf extractor. The extractor travels vertically up and down the unit to automatically retrieve and deliver the correct trays of stored items to the access opening after a person inputs part location into the unit’s control.

Rable Machine purchases much of its raw material to stock, not to a specific job. It has created a detailed material nomenclature with bar codes to ensure accurate material description.
This system enabled Rable to remove half of its storage pallet racks, freeing floor space to add a finishing department and final inspection area while expanding its shipping department. It also offers a safer, more convenient means for employees to pull product for customers. The next step, Carter says, is to link storage locations within the VLM to the ERP software via scannable bar codes. Part quantities are tracked in the ERP system, but the system doesn’t know the locations in the VLM at this point.

This is what currently remains of the part storage pallet racks on the shop floor. Large parts will still require such storage, but Rable Machine might purchase another vertical storage unit to eliminate some of these racks to free even more floor space.
But, in addition to stocking completed customer parts, Rable also stocks raw material rather than purchasing material per specific jobs. Purchasing to stock with blanket orders of material with releases offers the ability to look at demand further out and order the right quantity based on where material costs are in the market. Having material on hand also enables the shop to quickly replenish stock for customers as soon as it’s necessary and equipment is available. That said, it’s also helpful for miscellaneous work that isn’t covered by a blanket order.
Rable has also developed detailed material nomenclature and material tagging with bar codes to reflect precisely what the material is.
Carter says the shop’s next steps are to start implementing inventory management at Rable South. In fact, production volumes there are higher than Rable North, so he feels that location can significantly benefit by offering that capability to its customers/partners.








Related Content

Keeping Watch on Small Parts
From watch parts to exotic medical applications, this shop takes on the world of micromachining.
Read More
How Digital Twin Tools Can Help Improve Machining Processes
CNC digitalization solutions can significantly increase efficiency and reduce costs for precision machine shops.
Read More
Lone Shop Machinist Benefits From Five-Axis CAM Modules
This California shop owner applies five-axis strategies for more efficient milling of parts with challenging geometries, free-form surfaces and deep cavities.
Read More
Precision Machining Technology Review: July 2025
Production Machining’s July 2025 technology showcase includes some of the latest technology from Hexagon Manufacturing Intelligence, Caron Engineering, Sunnen Products Co., Mastercam, Sandvik Coromant and Kennametal.
Read MoreRead Next

Precision Machining Technology Moving Shops Forward
New equipment and software continue to be developed to support the needs of production machine shops like yours. Here’s a sample of technology now on the market that can help you grow your operation and become more efficient.
Read More
Manufacturing Automation Beyond Robots at PMTS
A variety of automated machining and manufacturing processes — including, but not limited to, robotics — that can enable shops to become more efficient were on display at the recent Precision Machining Technology Show.
Read More
5 Reasons for an ERP Test Environment
Enabling users to learn and train for their new ERP software in a test environment will ensure your success with several benefits
Read More