


Share

Gent Machine continues to add equipment such as these Swiss-types as well as rotary transfer machines to machine parts complete. For one part, though, it made more sense to get a CNC lathe to perform secondary ops after partial machining on an Acme screw machine. (Photo credit: Gent Machine)
Equipment-wise, Gent Machine in Cleveland, Ohio, is a mix of the legacy and the new. In fact, a wall in its facility separates the Davenport and Acme screw machines from the CNC department that includes various Marubeni Citizen-Cincom Swiss-types and a Hydromat Epic 45/16 CNC rotary transfer machine. (You’ll also find a rebuilt, hydraulic 32/4-16 Hydromat rotary transfer machine there, too).
Near the end of 2022, however, a compact, automated, two-axis CNC lathe was installed on the legacy machine side of the building. The reason? The shop felt it made sense to add this machine to perform secondary ops to complete one type of part for a key customer after being partially machined on an Acme.
Featured Content




This part would either have to run across two machines or would require a machine such as CNC multispindle or rotary transfer machine to produce it complete. The shop decided it could drop the part almost complete off of an Acme screw machine then use the automated J-Wave CNC lathe to finish the inner-diameter features on the back side of the part. (Remaining photo credits: PM)
This was one of three paths the shop could have taken to produce the part, one that the customer had previously machined in house. A second would have been having an operator manually load a chucker machine which would require constant attention and a second shift to achieve the throughput required for this million-piece order. A third would be to purchase a CNC multispindle or additional rotary transfer machine, but the shop didn’t feel that level of investment was warranted for this job.
The self-loading CNC lathe seemed to be a cost-effective means to achieve the degree of unattended operation necessary for such a high-volume job.

The compact design of this automated CNC lathe makes it well suited for creating machining cells.
Advancing with Automation
Gent Machine isn’t new to the pages of Production Machining. In a story at gbm.media/gent-521, you can learn about how it recently added new CNC technology after initially relying solely on legacy screw machines.
As I explained in that story, the contract shop was established in 1927. In 2009, brothers Rich and Adam Gent purchased the company from their father, Richard Jr., who assumed ownership in the 1970s. The brothers’ great-grandfather and grandfather, Arthur and Richard Sr., respectively, started the business in South Euclid, Ohio, producing grenade fuses and firing pins.
That story describes how the brothers considered ways to improve machining efficiencies and capabilities while diversifying its customer base to be able to withstand ever-changing business conditions. This included the addition of its CNC Swiss-types and rotary transfer machine.
I recently learned that the shop had added a CNC lathe specifically for secondary op work for a relatively simple part. While that’s not uncommon, the machine’s design and self-loading capability was intriguing so I visited again earlier this year to learn more.
“For years, we had been looking for an automated solution to eliminate hand loading chuckers for secondary work,” Rich says. It seems the shop found a solution in the J-Wave gang-type CNC lathe from Takamaz.
The Story of a Six-Spindle Davenport

Have you ever seen or heard of a six-spindle Davenport screw machine? There’s a good chance you haven’t, but there is one in Gent Machine’s foyer. I paraphrase Rich Gent here explaining the story as he recalls his father explaining it. Apparently, the machine, which dates to the late 1920s, was purchased by Rich’s and Adam’s grandfather from Davenport (unsure if new or used). Their grandfather set up the machine, but wasn’t happy with its performance and sent it back to Davenport. At some point, their father found out in the late 1970s that Gent Machine had owned a Davenport six-spindle machine. So, he reached out to Davenport to let them know that Gent Machine owns said six-spindle and that he would like it back. Davenport crated and shipped it back to the shop. Once it arrived, it sat in storage until the company moved to its current location. Because there was space in the foyer, it was uncrated and sits near the front door greeting visitors to this day.
It was Willie Eichele from nearby machine tool distributor and turnkey system provider Motch and Eichele (part of The HEH Group) who put the brothers in touch with representatives from Takamaz to discuss how best a compact and economical J-Wave CNC lathe could be set up to perform the secondary op work automatically.

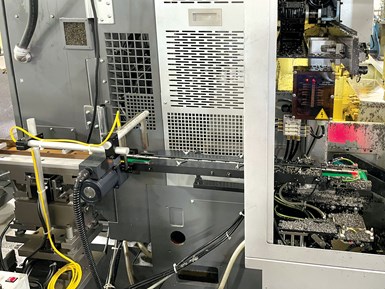
A bowl feeder is used to provide workpieces to the conveyor. This helps extend the potential for unattended machining on the lathe.
The J-Wave the shop purchased late last year has a 4-inch chucking capacity, maximum spindle speed of 4,500 rpm and gang plate with the ability to load as many as five tools. (Only three are required for the current 303 stainless steel part running on that machine to complete the part’s back side inner diameter.)
“We feel it’s a good fit for shops like ours that have screw machines and run high volumes.” — Rich Gent
The lathe was purchased with a part-loading conveyor. So, it would be possible for an operator to frequently load a number of parts on the conveyor. However, this would require a good bit of attention on the operator’s part to keep the conveyor full. To enable much longer stretches of unattended operation, a large bowl feeder was added by Takamaz to continuously feed the conveyor.
The semi-completed parts are loaded into the bowl feeder which vibrates them around the bowl to the proper orientation after which they are delivered to the conveyor. The conveyor moves the parts into position for the machine’s integrated gantry-type loader to grip them and load them into the machine’s collet chuck while unloading a completed part. The loader then moves back to the conveyor and drops the completed part down a chute while then picking up a new part for the next cycle. Sensors near the end of the conveyor where parts are picked detect if the conveyor is empty.
Sensors near the end of the conveyor where parts are picked detect if the conveyor is empty.
Currently, the cycle time to perform the three hole-making operations is 22 seconds. This will likely be reduced as the shop gets to know the machine a little better. Chip management/buildup on tools was an initial challenge that was mitigated in part due to through-tool oil delivery. In addition, some enclosure modifications were made to prevent oil from splashing on the conveyor. “This was not a turnkey project, which admittedly was a risky move on our part,” Rich says. “However, bringing this online ourselves enabled us to better get to know and appreciate the machine and its capabilities.
“We feel it’s a good fit for shops like ours that have screw machines and run high volumes,” he continues. “In our case, we were able to combine a bought-and-paid-for Acme with a cost-efficient CNC lathe to complete the part. In the future, the machine could be set up to perform secondary ops on a different part or be used as a primary machine for relatively simple parts.”
Automated Inspection, Too
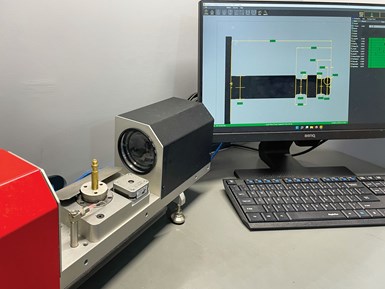
Noncontact measurement devices are becoming more commonplace in high-volume machine shops. Gent Machine recently added an InGage Discovery vision system from Six Sigma Concepts that includes a rotary stage to rotate parts for complete inspection.
According to the company, InGage’s primary function is to perform metrology on images of backlit part profiles. This is accomplished by the operator selecting regions of the image to analyze with software tools. Different tools are designed to extract different features from within their designated window. Sets of tools, their regions and additional settings are all saved as a part program. Switching between saved part programs lets the operator change between parts while maintaining identical measurement criteria.
Once inspection and sorting criteria have been defined, measurements and sorting occur simply by placing samples in view of the camera. Inspection and sorting criteria are saved as part programs for future recall. Setting up a part inspection program takes just minutes. A large library of tips, descriptions and instructions to aid with programing are integrated into the software. After the inspection program is set up, clicking a single button or pressing a single key will operate the execute the inspection program and any associated sorting. Typically, inspection programs complete analysis and data recording within 100 ms.
In addition to live inspection feedback, inspection results are automatically saved and can be published as a report. InGage enables the operator to select what information is saved and how that information is formatted and reported.
Device capabilities include measuring height, diameters, angles, radii, edge breaks, straightness, runout, profile and more.
RELATED CONTENT
-
Turning to an Adhesive for Lathe Workholding
Adhesive cured by ultraviolet light is an option for securing parts for machining that could otherwise distort when traditional, mechanical clamping techniques are used.
-
New Line of Swiss-Types for Job Shops Eyeing High-Production Work
Mazak now offers the Syncrex line of Swiss-type CNC lathes — its first — targeting machine shops getting into higher volume production of complex parts.
-
Laser Technology "Turns" into a Turning Tool
This new technology uses a laser to act as a cutting tool to "turn" parts from solid barstock. This high-speed precision turning machine is especially useful for micromachining, enabling high accuracy for small, complex parts that are often delicate and difficult to machine when implementing conventional turning processes.
