

Boehringer VDF 221/226 CET Meets Evolving Demands in Crankshaft Machining
Appears in Print as: 'Crankshaft Machining Center Meets Evolving Automotive Demands'
Responding to the need for higher productivity and efficiency in crankshaft machining, Boehringer, a member of FFG, introduces its VDF 221/226 CET.

Share
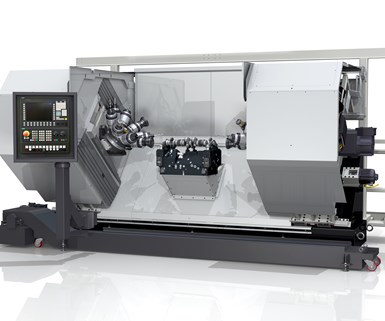
Responding to the need for higher productivity and efficiency in crankshaft machining, Boehringer, a member of FFG, introduces its VDF 221/226 CET. The core components of this six-axis machining center include two crown turrets, each with eight tool interfaces. Each turret operates as a three-axis unit at the either end of the stationary workpiece clamped between them. Alternatively, single- and multi-spindle heads in special designs can be flanged to the carrier units for specific applications.
The machine can apply minimal lubrication technology (MMS) or perform wet machining. Various HSK toolholders are available. Direct-drive spindles provide a maximum speed of 15,000 rpm.
Machining is supported by a stable portal slide (gantry carriage) in the Z direction, on which the cross slide positions the turret dynamically in the X and Y directions. Even with the VDF 221 CET’s compact design, it can accommodate workpieces with a maximum length of 650 mm and weighing up to 280 kg. The longer VDF 226 CET accommodates shafts ranging in length to 3,000 mm and weighing up to 1,400 kg. The machine can be loaded manually with a lifting device, from the front by a robot, or from the top by a loading gantry.
RELATED CONTENT
-
Single Pass Honing System with Automatic Tool Wear Compensation
Single pass honing, also referred to as diamond bore sizing, is a good way to produce parts economically when the bore is small or has thin-walled members that need to be honed.
-
A 'Microscopic' Look at ISO 16232 Standard Analysis
This article gives three key points that should be confirmed with a microscope support team or within microscope software to ensure that proper settings are in place to detect, measure and categorize most particles for automotive manufacturing.
-
For Plateau Honing, Consider Ball Style
The ball-style hone is a specialized abrasive tool that is instantly recognizable by its unique appearance. For engineers in the automotive, aerospace, manufacturing and machining industries, this application-engineered hone, characterized by the small, abrasive globules that are permanently mounted to flexible filaments, is a flexible, low-cost tool for sophisticated surfacing, deburring and edge blending.