

How Fast Can You Change Over a Multi-Spindle?
Today’s CNC multi-spindles feature design elements that enable these high-production machine tools to be effective for lower-volume jobs that require more frequent setups.

Share
Daily demonstrations in Index’s Booth 339119 in the South Building show how fast a CNC multi-spindle can be changed over from one job to another.
When most think of CNC multi-spindle machine tools, very high production runs of one part or a family of very similar parts often comes to mind. In these cases, setups for new jobs are few and far between. These days, though, CNC multi-spindles are increasingly being used in what might be considered job-shop environments, whereby batch sizes for a particular job might be much smaller to meet customer delivery requirements.
That’s why CNC multi-spindle machine builders are building flexibility into their designs to facilitate faster changeovers to new jobs. Index Corp. is one example. In fact, it highlights this in daily demonstrations in its Booth 339119 in the South Building in which a MS32-6 multi-spindle is changed from one job to another to create two mating parts that connect to form an assembly.
Featured Content



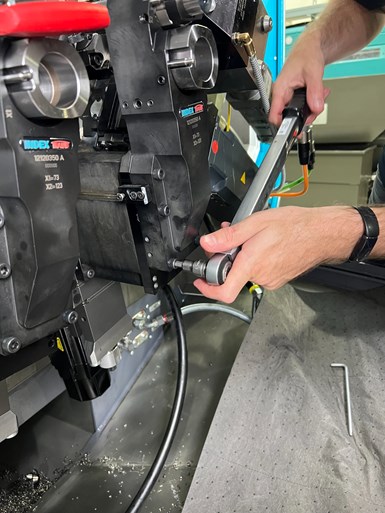
It doesn’t take as long as you might think, and one key design element to facilitate fast changeovers is the company’s patented W-serration feature on tooling slides. This locating system enables users to simply loosen a holding screw and remove the current slide, then position a new slide and tighten its holding screw. The W-serration system automatically ensures proper positioning to micron-level alignment accuracy. Plus, tools can be preset (measured) ahead of time off the machine.
After you catch this demo, you might see the latest version of the Index’s B-axis G220 turn-mill now with a second lower turret meaning three tools can be in the cut at once. Similarly, its Traub TNL 12 Swiss-type now can have 4 tools cutting simultaneously. In addition, ask about iXworld, the company’s cloud-based platform that covers researching specifications during the purchasing process, monitoring and optimizing operations, requesting service for the machine and more.
For example, the iX4.0 apps include EquipmentApps for full, transparent information on a shop’s entire machine fleet; StatusApps to help maximize machine utilization; ConditionApps to ensure machine availability; and JobApps to determine costs per production job and document quality parameters. In addition, iXservices is the Index service platform that includes in-person on-site visits, remote online services calls, or service hotline calls while iXshop makes it easy and efficient to order replacement parts from an online catalog of more than 130,000 products.
Index’s booth is a good example of how hardware and software technology can come together to boost a machine shop’s production efficiency and, ultimately, its profitability.
RELATED CONTENT
-
Laser Technology "Turns" into a Turning Tool
This new technology uses a laser to act as a cutting tool to "turn" parts from solid barstock. This high-speed precision turning machine is especially useful for micromachining, enabling high accuracy for small, complex parts that are often delicate and difficult to machine when implementing conventional turning processes.
-
The Evolution of the Y Axis on Turn-Mill Machines
Introduced to the turn-mill machine tool design in about 1996, the Y axis was first used on a single-spindle, mill-turn lathe with a subspindle. The idea of a Y axis on a CNC originated from the quality limitation of polar interpolation and the difficulty in programming, not from electronic advances in controls or servomotor technology as one might commonly think.
-
Turning to an Adhesive for Lathe Workholding
Adhesive cured by ultraviolet light is an option for securing parts for machining that could otherwise distort when traditional, mechanical clamping techniques are used.
