


Share
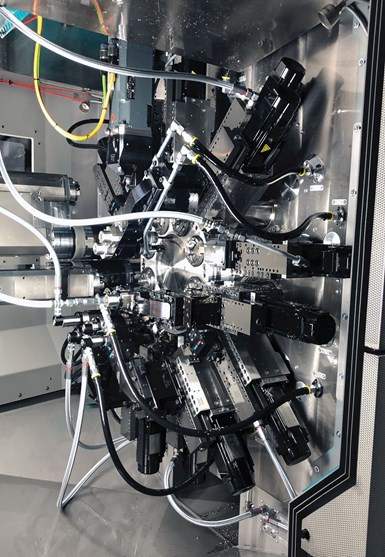
CNC multi-spindle technology can enable shops to overcome some possible hidden issues inherent to traditional cam-driven lathes. (Photo Credit: PM)
Advances in technology can cause new machine tools to displace older ones. That said, some old equipment — legacy cam-driven lathes, for example — have avoided obsolescence by doing something so well that some shops feel it might be difficult, if not impossible, to improve on it.
When an otherwise advanced CNC machining facility is still using one or more cam-driven lathes, the explanation is nearly always the same: The shop will claim that the cycle time simply cannot be beaten. While that logic might be true when the machine is running, it fails to consider a variety of factors that either undercut the claim or negatively impact production in other ways. Shops still running these types of machines would do well to consider the following three questions when determining whether cam-driven lathes are worth keeping in operation.
Featured Content



1. What cycle times are you actually achieving? When a cam-driven lathe is machining parts complete every several seconds, it certainly creates the impression of an incredibly productive process. A broader view can reveal that impression might be an illusion.
First, a shop has to consider scrap rates. Because these are older machines without modern inspection and monitoring capabilities, a substantial quantity of scrap parts can be produced before it’s noticed that parts are very much out of spec. This result can be as simple as a tool wearing faster than expected or chips accumulating in an unexpected spot.
Additionally, while cam-driven lathes can look impressive when running, they tend to have much lower utilization rates. Both long warm-up times and the need for frequent manual intervention cut down on the time these machines are making chips.
There is an easy way for a shop to get a rough idea of how much these factors are impacting overall cycle time. This can be done by counting the quantity of good parts produced in a week and then dividing that number into the total amount of time the shop was in operation for that week.
Note this will be a crude first pass that might overstate the productivity of cam-driven lathes. Despite that, many shops that perform this simple calculation are surprised to find their effective cycle time is double, triple or even higher, compared to what they had been measuring.

Tooling slides on Index CNC multi-spindles have a W-serration feature to enable fast changeovers. With this locating system, users simply loosen a holding screw and remove the current slide, then position a new slide and tighten its holding screw. (Photo Credit: Index Corp.)
2. Can you endure the burden of inflexibility? It is no secret that cam-driven lathes are inflexible. Changeovers can take anywhere from a day to a full week, depending on the similarities between the two jobs and expertise of setup personnel. Compare that to between 10 minutes to 4 hours for a CNC multi-spindle, an advanced technology solution most comparable to a cam-driven lathe.
Indeed, the changeover times can be so long that shops simply refuse to deal with them, thus, dedicating a machine to one specific part. Then, once the lathe produces the quantity to fill the current order, it will be shut down and sit idle until the shop receives another order for that part. It’s not unusual to see a department of multiple cam-driven lathes to be inactive for that very reason. This further contributes to the previously mentioned gap between recorded and effective cycle time.
Furthermore, the inflexibility of these machines frequently results in parts requiring additional secondary processing either by hand or on another machine. This consumption of resources often gets overlooked when considering the effectiveness of cam-driven lathes. In many instances, the use of an advanced CNC multi-spindle will eliminate the need for secondary processing by either performing it as part of the primary machining or achieving a degree of quality such that secondary processes are no longer required.
3. Should you remain dependent on legacy equipment? While there are many cam-driven lathes still in operation, it can be difficult to find providers that still service them, which exacerbates problems. When there’s an issue with these lathes, it can be a while before a shop can get it back up and running.
Beyond that, it can be extremely difficult to find operators to run these machines. The past several years have had a dramatic effect on the manufacturing workforce. It’s reported that in 2019, 48.1% of workers over the age of 55 had retired. Today, that number is said to have grown to 50.3%, driven largely by more than 3 million people retiring earlier than expected.
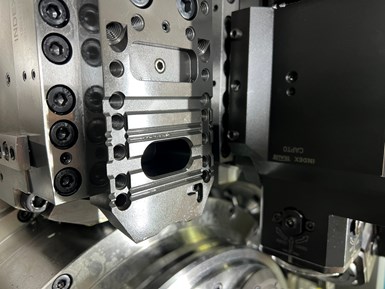
This W-serration system is said to automatically ensure proper positioning to micron-level alignment accuracy. Plus, tools can be preset (measured) ahead of time off the machine. (Photo Credit: Index Corp.)
These premature retirements have exacerbated the skilled labor crisis and made the market even more competitive for talented, young people who want to pursue a career in manufacturing. When presented with a choice between working with new equipment versus legacy, nonergonomic machines that require a lot of manual intervention, those entering the workforce today likely have a much stronger preference for the former.
Even when a shop can find a young operator willing to join its cam-driven department, training presents a significant hurdle. Almost all technical schools have discontinued relevant courses on that equipment, focusing instead on new technologies. A shop will likely have to conduct its own training, assuming that veteran shopfloor employees with relevant expertise haven’t already opted for retirement.
Is Cam the Choice or CNC?
Cam-driven lathes remain a marvel of their time and a testament to engineering ingenuity. But, have they been outpaced by today’s technology? Even in conditions that may seem ideal at a glance, they can oftentimes result in a higher cost per part than a CNC multi-spindle or other more advanced machine. Shops still running cam-driven lathes should work to identify their true effective cycle times as well as quantify the financial impact of inflexibility and relying on older technology. Chances are that investment in a more advanced machine will lead to higher profitability and other improvements to overall shop performance.
RELATED CONTENT
-
Advancements in Thread Whirling Tooling Technology
Many understand the advantages of thread whirling on a CNC Swiss-type. However, new tooling technology for this thread-machining process can further improve cycle times and reduce cost per part.
-
The Evolution of the Y Axis on Turn-Mill Machines
Introduced to the turn-mill machine tool design in about 1996, the Y axis was first used on a single-spindle, mill-turn lathe with a subspindle. The idea of a Y axis on a CNC originated from the quality limitation of polar interpolation and the difficulty in programming, not from electronic advances in controls or servomotor technology as one might commonly think.
-
A New Approach to CNC Turning
This turning process takes advantage of a turn-mill’s B-axis spindle to vary a tool’s approach angle to optimize chip control and feed rates.
