

Share
Controlled chip breaking is not necessarily a new technology available for CNC lathes. However, software that optimizes thread turning applications by delivering controlled, oscillating movements for interrupted cuts is a new method developed by Sandvik Coromant. The company’s OptiThreading software module within its existing CoroPlus Tool Path software offers this technology without the need for programming. The module was developed specifically for the company’s CoroThread 266 tools and inserts with iLock interface, which provides the necessary stability for high cutting forces, the company says.
Most importantly, the software can be used on existing and older CNC turning machines from a range of brands, not just one.
Featured Content



The software module was designed to alleviate the common problem with thread turning — producing long chips that wrap around tooling and workpieces, causing potential damage to parts and equipment. Implementing OptiThreading software has many benefits, including minimizing unplanned machining stops while increasing tool life, enabling an increase in cutting speeds for shorter cycle times and improved productivity, among other advantages such as creating smaller chips.
No More ‘Breaking Bad’
The existing CoroPlus Tool Path software for internal and external threading was designed to generate NC codes based on cutting data parameters to secure the correct number of passes with evenly distributed cutting forces. However, it did not control chip breaking at the time of development. So, Sandvik Coromant engineers began working on a solution to the problem of long chips during thread turning.
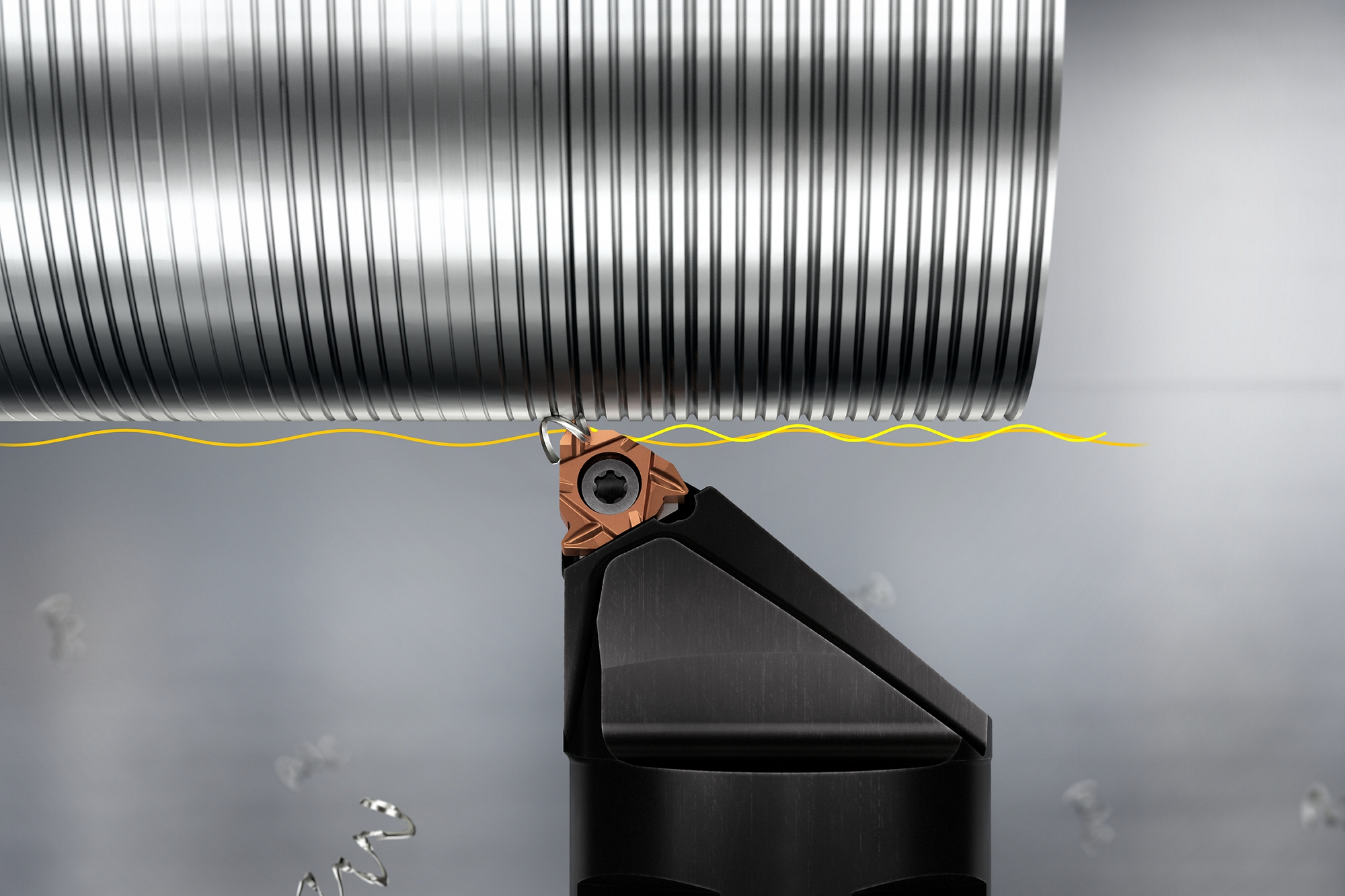
OptiThreading is a method that uses tool oscillation movements to enable controlled chip breaking in thread turning applications. This method gives repeated interrupted cuts on all passes except the last one. Photo Credit: Sandvik Coromant
“I started to think about the method they were investigating and how we could do that so it will fit into machines that were already being used,” says Ake Nilsson, product application manager at the company. “I thought, is there something we can do so we can use it with older CNC equipment, not just new machines?”
Automation was another factor that led to the development of OptiThreading. Automated processes and on-demand production at machine shops require chip control. “If you have unmanned production with robots, everything will stop if you have chips whirled around the workpiece,” Nilsson explains.
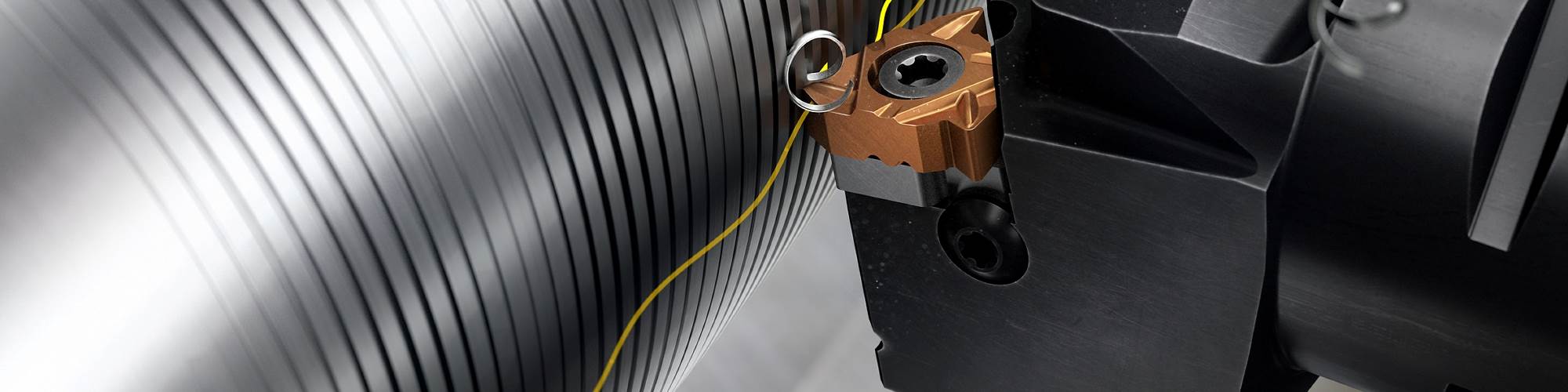
Hence, the company created OptiThreading, a software module method that uses tool oscillation movements to enable controlled chip breaking in thread turning applications. It gives repeated interrupted cuts on all passes except the last one. Because it generates high cutting forces when moving in and out of the cut, it was specifically designed for the rigidity of Sandvik Coromant’s CoroThread 266 thread turning system.
“We wanted to create software that would be easy and accessible for the customer,” Nilsson says. “Today, with OptiThreading, a customer can create a CNC program within a minute or so.”
He adds that although the software has been released to the market and there are already users, it is still in development. “Almost every week we are trying to update it,” Nilsson notes. It should be finalized in the next several months.
Henrik Loikkanen, machining process developer at Sandvik Coromant, points out the unique attribute of this software module — the technology is embedded in the NC code. “The software is not just sold to someone who is supposed to program it in a certain way,” he explains. “You get the technology from the software.”
High Cutting Forces
While using OptiThreading software, the cutting forces within the insert’s tip seat are higher than a traditional turning process because the oscillation frequency is not consistent throughout the process. Therefore, more than one side of the cutting edge is used, according to Nilsson. The front edge as well as the backside of the insert cuts the workpiece during oscillation, which could create movement in the tip seat, he explains.
“You get the technology from the software.”
Thus, it is critical that the tip seat is secure, which is why OptiThreading was designed to work with the company’s CoroThread 266 thread turning system. The system can withstand the high alternating cutting forces produced by OptiThreading due to its iLock interface. This interface provides the necessary stability for insert indexing as well as especially strong cutting tool inserts and grades.
Although the cutting tool will be moving faster using OptiThreading compared to conventional threading, the movements are smaller. Therefore, the machine tool can handle the high cutting forces. “The cutting forces are actually quite gentle for the machine axis,” Nilsson explains.
All That and a Bag of Chips
Because OptiThreading prevents long chips from occurring during the thread turning process, the effects are said to be outstanding: Workpiece surface finishes are enhanced; less manual work is required to remove the long chips that jam the tool, part or chip conveyor; and cutting speeds are increased for shorter cycle times and higher productivity.
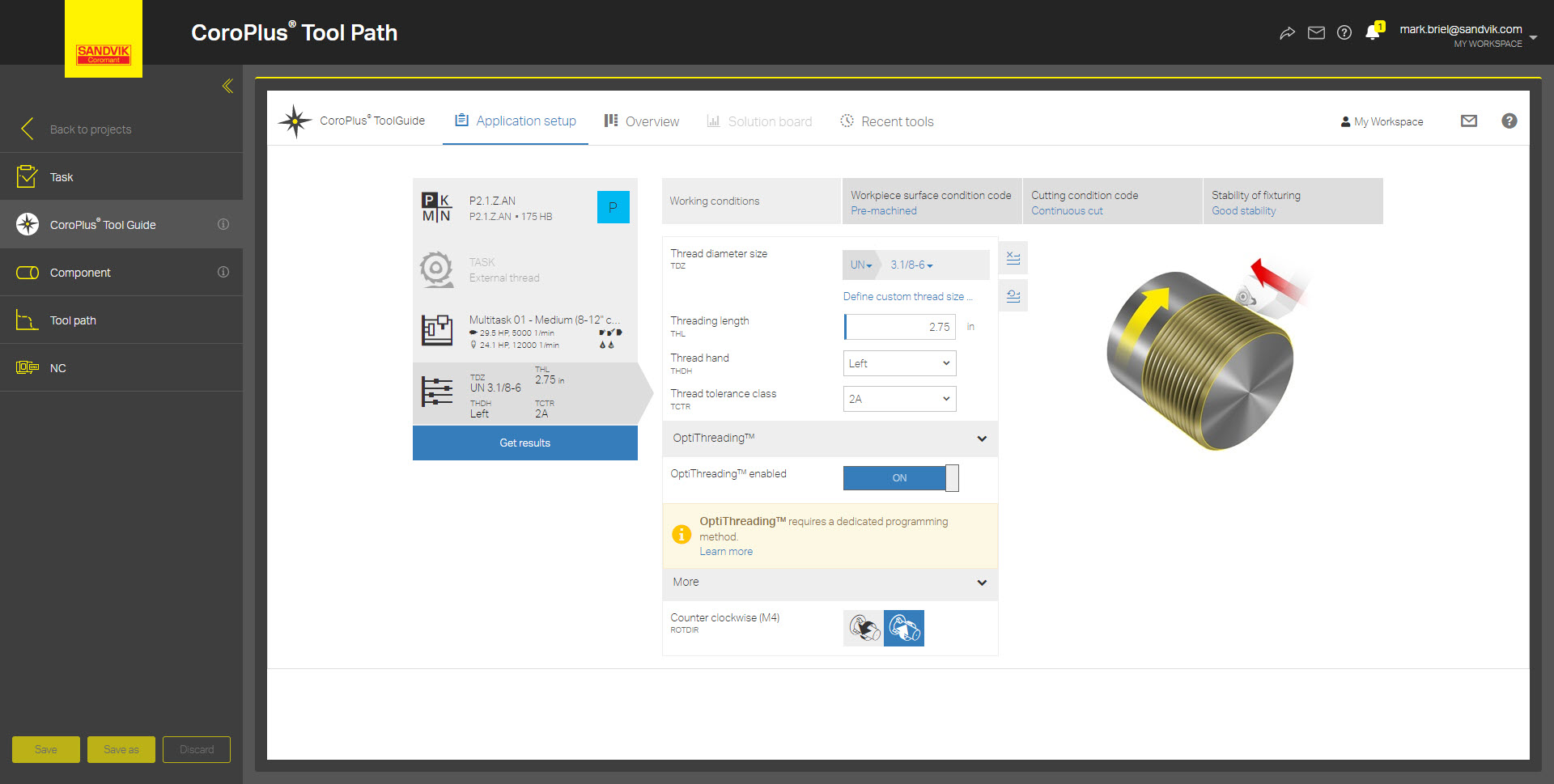
CoroPlus Tool Path software for thread turning offers programming support for external and internal thread turning operations.
Also, built-up edge is not a problem when this method is implemented, according to Nilsson. He says tolerances on the thread are improved as well.
To Use It or Not to Use It
Like many technologies, OptiThreading is recommended only for particular applications. According to Nilsson, the more complex the application, the better this method will work. He adds that light duplex and super duplex materials are ideal.
However, he cautions against this operation for applications that require threading internal holes that are smaller than 1.5 inch on low carbon steel. He says it is difficult to achieve the correct cutting temperature for that type of material and application.
Sandvik Coromant offers a free trial version of OptiThreading which is valid for one month for users who are interested in trying the software without committing to it just yet.
There are no extra fees for the functionality. However, users must pay for a subscription to CoroPlus Tool Path software.
RELATED CONTENT
-
PMTS 2023 Product Preview: Cutting Tools
Learn about some of the latest cutting tool solutions that will be on display at PMTS 2023.
-
Precision Machining Technology Review April 2022: Cutting Tools
Production Machining’s Cutting Tools showcase includes Ceratizit, Suhner, Horn, Sandvik Coromant, Ingersoll and Allied Machine & Engineering.
-
Cutting Tool Insert Options for Turning HRSA Materials
Consideration of the types of tools used to turn heat-resistant super alloys commonly used for aerospace components is a necessary part of developing an effective machining process for those materials.
